Zakres tolerancji gwintu metrycznego. Dobór standardów dokładności części połączeń gwintowych. Standaryzacja dokładności gwintu metrycznego
Klasa dokładności gwintu
Zgodnie z GOST 9253-59 dla wszystkich gwintów metrycznych ustalono trzy klasy dokładności i jako wyjątek 2a (tylko dla gwintów drobnozwojnych).
Najdokładniejszy wątek 1 klasa. Gwinty klas 2 i 3 stosowane są w ciągnikach i samochodach. Na rysunkach klasa gwintu jest wskazana po skoku. Przykładowo: M10x1 – klasa. 3; M18 – klasa. 2, co oznacza: gwint metryczny 10, skok 1, klasa dokładności gwintu - 3; gwint metryczny 18 (duży), klasa dokładności gwintu - 2.
Zgodnie z uznanymi normami dotyczącymi gwintów metrycznych ustalono sześć stopni dokładności dla małych gwintów, które są oznaczone literami:
Z; D; mi; F; H; k – dla gwintów zewnętrznych;
PŁYTA CD; MI; F; H; K – do gwintów wewnętrznych.
Stopnie dokładności c; d (C; D) w przybliżeniu odpowiadają klasie 1; mi; f (E; F) – II klasa; H; k (H; K) – 3 klasa.
W przypadku cylindrycznych gwintów rurowych ustala się 2 klasy dokładności: 2 i 3. Odchylenia w wymiarach cylindrycznych gwintów rurowych podano w GOST 6357 - 52.
Dla gwintów calowych o kącie profilu 55 ustala się także dwie klasy dokładności: 2 i 3 (OST/NKTP 1261 i 1262).
Pomiar klas dokładności gwintu odbywa się za pomocą granicznych sprawdzianów do gwintów, które mają dwie strony:
Punkt kontrolny (oznaczony jako „PR”);
Nieprzejezdne (oznaczone jako „NIE”).
Strona prowadząca jest taka sama dla wszystkich klas dokładności gwintu. Strona nieprzechodnia odpowiada pewnej klasie dokładności gwintu, co jest oznaczone odpowiednim znakiem na końcu kalibru.
Stopnie dokładności średnic gwintów GOST 16093-81
|
Rodzaj nici |
Średnica gwintu |
Stopień dokładności |
|
Śruba |
zewnętrzny D | |
|
przeciętny D 2 |
3, 4. 5, 6, 7, 8, 9, 10 |
|
|
śruba |
przeciętny D 2 |
4, 5, 6, 7, 8, 9* |
|
wnętrze D 1 | ||
|
*Tylko do gwintów na częściach z tworzyw sztucznych |
||
Długości makijażu zgodnie z GOST 16093-81
|
wątki P., mm |
Nominalna średnica gwintuD zgodnie z GOST 8724-81, mm |
DŁUGOŚĆ MAKIJAŻU, mm |
||
|
(mały) |
(normalna) |
(duży) |
||
|
św. 2,8 do 5,6 św. 5,6 do 11,2 św. 11,2 do 22,4 |
Św. 1,5 do 4,5 św. 1,6 do 4,7 św. 1,8 do 5,5 | |||
|
św. 2,8 do 5,6 św. 5,6 do 11,2 św. 11,2 do 22,4 Św. 22,4 do 45,0 |
Św. 2,2 do 6,7 Św. 2.4 do 7.1 św. 2,8 do 8,3 św. 3,1 do 9,5 | |||
|
św. 5,6 do 11,2 św. 11,2 do 22,4 Św. 22,4 do 45,0 Św. 45,0 do 90,0 |
Św. 3,0 do 9,0 Św. 3,8 do 11,0 Św. 4,0 do 12,0 Św. 4,8 do 14,0 | |||
|
św. 5,6 do 11,2 św. 11,2 do 22,4 |
Św. 4,0 do 12,0 Św. 4,5 do 13,0 | |||
|
św. 5,6 do 11,2 św. 11,2 do 22,4 Św. 22,4 do 45,0 Św. 45,0 do 90,0 |
Św. 5,0 do 15,0 Św. 5,6 do 16,0 Św. 6,3 do 19,0 Św. 7,5 do 22,0 | |||
|
św. 11,2 do 22,4 |
Św. 6.0 do 18.0 | |||
|
św. 11,2 do 22,4 Św. 22,4 do 45,0 Św. 45,0 do 90,0 |
Św. 8,0 do 24,0 Św. 8,5 do 25,0 Św. 9,5 do 28,0 | |||
|
św. 11,2 do 22,4 |
Św. 10.0 do 30.0 | |||
|
Św. 22,4 do 45,0 Św. 45,0 do 90,0 St. 90,0 do 180,0 Św. 180 do 355,0 |
Św. 12,0 do 36,0 Św. 15,0 do 45,0 Św. 18,0 do 53,0 Św. 20,0 do 60,0 | |||
Koncepcja zmniejszonej średniej średnicy gwintu
Biorąc pod uwagę średnią średnicę gwintu zwany średnia średnica wyimaginowanej idealnej nici, który ma taki sam skok i kąt przyłożenia jak główny lub nominalny profil gwintu oraz długość równą określonej długości uzupełnienia i który pozostaje w ścisłym kontakcie (bez wzajemnego przemieszczenia lub wcisku) z rzeczywistym gwintem na bokach wątek.
Krótko mówiąc, zmniejszona średnia średnica gwintu to średnia średnica idealnego elementu gwintowanego, który łączy się z rzeczywistym gwintem. Mówiąc o danej średniej średnicy gwintu, nie myśl o niej jako o odległości pomiędzy dwoma punktami. Jest to średnica warunkowej idealnej nici, która w rzeczywistości nie istnieje jako obiekt materialny i która mogłaby się zwijać z rzeczywistym elementem gwintowanym ze wszystkimi błędami w jego parametrach. Tej średniej średnicy nie można zmierzyć bezpośrednio. Można nim sterować, tj. dowiedzieć się, czy mieści się w dopuszczalnych granicach. Aby poznać wartość liczbową danej średniej średnicy, należy osobno zmierzyć wartości parametrów gwintu zapobiegających uzupełnianiu i obliczyć tę średnicę.
Przy wytwarzaniu gwintów odchyłki poszczególnych elementów gwintu zależą od błędów poszczególnych elementów procesu technologicznego. Zatem błąd skoku gwintu obrabianego na maszynach do obróbki gwintów zależy głównie od błędu skoku śruby pociągowej maszyny; kąt profilu zależy od niedokładności kąta gwintowania narzędzia i jego montażu względem osi gwintu.
Trzeba o tym pamiętać gwintowane powierzchnie śrub i nakrętek nigdy nie dotykaj całej powierzchni śruby, ale dotykaj tylko w określonych obszarach. Głównym wymaganiem na przykład w przypadku gwintów mocujących jest zapewnienie dokręcenia śruby i nakrętki - jest to ich główny cel użytkowy. Dlatego też wydaje się, że możliwa jest zmiana średniej średnicy śruby lub nakrętki i uzyskanie uzupełnienia w przypadku błędów skoku i profilu, przy jednoczesnym zapewnieniu kontaktu pomiędzy gwintami, ale nie na całej powierzchni. Na niektórych profilach (w przypadku błędów podziałki) lub w niektórych odcinkach profilu (w przypadku błędów profilu) w wyniku kompensacji tych błędów poprzez zmianę średniej średnicy powstanie szczelina w kilku miejscach współpracujących. Często wzdłuż gwintowanych elementów stykają się tylko 2-3 zwoje.
Kompensacja błędu kroku 5P. Błąd skoku gwintu jest zwykle „wewnątrz podziałowy” i występuje błąd postępujący, czasami nazywany „rozciągnięciem” skoku. Kompensacja błędów przeprowadzana jest w przypadku błędów progresywnych. Dwie osiowe części śruby i nakrętki nakładają się na siebie. Te elementy gwintowane nie mają jednakowych skoków na długości wkręcania, w związku z czym nie dochodzi do skręcania, mimo że ich średnia średnica jest taka sama. W celu zapewnienia makijażu należy usunąć część materiału (zacienione obszary na rysunku), tj. zwiększyć średnią średnicę nakrętki lub zmniejszyć średnią średnicę śruby. Następnie nastąpi makijaż, choć kontakt będzie miał miejsce tylko na profilach zewnętrznych.
Zatem jeśli wystąpi błąd podziałki wynoszący 10 mikronów, to aby to skompensować, należy zmniejszyć średnią średnicę śruby lub zwiększyć średnią średnicę nakrętki o 17,32 mikrona, a wtedy błędy podziałki zostaną skompensowane i zapewnione zostanie dokręcenie gwintowanych elementów części.
Kompensacja błędu kąta profilu Sa/l. Błąd kąta profilu lub kąta nachylenia boku wynika zwykle z błędu profilu narzędzie tnące lub błąd jego montażu na maszynie względem osi przedmiotu obrabianego. Kompensacja błędów profilu gwintu dokonywana jest także poprzez zmianę wartości średniej średnicy, tj. zwiększenie średniej średnicy nakrętki lub zmniejszenie średniej średnicy śruby. Jeżeli usuniemy część materiału w miejscu, gdzie profile zachodzą na siebie (zwiększymy średnią średnicę nakrętki lub zmniejszymy średnią średnicę śruby), wówczas nastąpi makijaż, ale kontakt będzie miał miejsce na ograniczonym obszarze z boku profilu. Taki kontakt wystarczy, aby nastąpił makijaż, czyli tzw. mocowanie dwóch części Zatem wymaganie dokładności gwintu w stosunku do średniej średnicy jest normalizowane przez tolerancję całkowitą, która ogranicza zarówno podaną średnicę (średnicę idealnego gwintu, która zapewnia skręcenie), jak i średnią średnicę gwintu ( rzeczywista średnia średnica). Norma wspomina jedynie, że tolerancja średniej średnicy jest całkowita, ale nie ma wyjaśnienia tej koncepcji. Dla tej tolerancji można podać następujące dodatkowe interpretacje.
1. W przypadku gwintu wewnętrznego (nakrętki) podana średnia średnica nie może być mniejsza niż wielkość odpowiadająca maksymalnemu limitowi materiału (często mówionemu - granicy przepustowości), a największa średnia średnica (rzeczywista średnica średnia) nie może być większa niż minimalna granica materiału (często mówi się - granica niedopuszczalności). Wartość danej średniej średnicy dla gwintu wewnętrznego określa się ze wzoru.
2. W przypadku gwintów zewnętrznych (śrub) podana średnica średnia nie powinna być większa niż maksymalna granica materiałowa dla średnicy średniej, a najmniejsza rzeczywista średnia średnica w dowolnym miejscu powinna być mniejsza niż minimalna granica materiałowa.
Koncepcję idealnego gwintu stykającego się z rzeczywistym można sobie wyobrazić przez analogię do koncepcji sąsiedniej powierzchni, a w szczególności sąsiedniego cylindra, które uwzględniono przy normalizowaniu dokładności odchyłek kształtu. Idealny gwint w położeniu wyjściowym można sobie wyobrazić jako gwint współosiowy z gwintem rzeczywistym, jednak w przypadku śruby ma on znacznie większą średnicę. Jeśli teraz idealny gwint stopniowo się kurczy (średnia średnica maleje), aż do bliskiego kontaktu z gwintem rzeczywistym, to średnia średnica idealnego gwintu będzie zmniejszoną średnią średnicą rzeczywistego gwintu.
Tolerancje podane w normie dla średniej średnicy śruby (Tch) i nakrętki (TD2) w rzeczywistości obejmują tolerancje dla rzeczywistej średnicy średniej (Tch), (TD2) oraz wartości możliwej kompensacji f P + fa, tj. Td 2 (TD 2) = TdifJVi + f P + fa.
Należy zauważyć, że normalizując ten parametr, należy rozumieć, że tolerancja średniej średnicy musi również uwzględniać dopuszczalne odchylenia kąta podziałki i profilu. Możliwe, że w przyszłości ta złożona tolerancja otrzyma inne oznaczenie, a może nową nazwę, która pozwoli odróżnić tę tolerancję od tolerancji tylko dla średnicy średniej.
Wykonując gwint, technolog może rozłożyć całkowitą tolerancję na trzy parametry gwintu - średnią średnicę, skok, kąt profilu. Często tolerancję dzieli się na trzy równe części, ale jeśli na maszynach występuje margines dokładności, można ustawić mniejsze tolerancje dla podziałki i większe dla kąta i średniej średnicy itp.
Nie da się bezpośrednio zmierzyć danej średniej średnicy, gdyż jako średnica tj. odległość między dwoma punktami nie istnieje, ale reprezentuje niejako warunkową, efektywną średnicę współpracujących powierzchni gwintowanych. Zatem, aby wyznaczyć wartość zredukowanej średniej średnicy gwintu, należy osobno zmierzyć średnicę gwintu, osobno zmierzyć podziałkę i połowę kąta profilu, obliczyć kompensacje średnicowe na podstawie błędów tych elementów, a następnie metodą obliczenia określają wartość zmniejszonej średniej średnicy gwintu. Wartość tej średniej średnicy musi mieścić się w tolerancji ustalonej w normie.
System tolerancji i pasowań gwintów metrycznych z luzem.
Najpopularniejszym i najczęściej stosowanym jest gwint metryczny ze szczeliną dla zakresu średnic od 1 do 600 mm, którego system tolerancji i pasowań przedstawiono w GOST 16093-81.
Podstawy tego systemu tolerancji i pasowań, w tym stopnie dokładności, klasy dokładności gwintów, normalizacja długości uzupełniających, metody obliczania tolerancji poszczególnych parametrów gwintów, oznaczanie dokładności i pasowań gwintów metrycznych na rysunkach, kontrola metrycznych wątki i inne problemy systemu są wspólne dla wszystkich typów wątków metrycznych, chociaż każdy z nich ma swoje własne cechy, czasem znaczące, które znajdują odzwierciedlenie w odpowiednich GOST.
Stopnie dokładności i klasy dokładności gwintu. Gwint metryczny określa się na podstawie pięciu parametrów: średniej, średnicy zewnętrznej i wewnętrznej, skoku i kąta profilu gwintu.
Tolerancje przypisane są tylko dla dwóch parametrów gwintu zewnętrznego (śruby); średnicy środkowej i zewnętrznej oraz dla dwóch parametrów gwintu wewnętrznego (nakrętki); średnica środkowa i wewnętrzna. Dla tych parametrów dla gwintów metrycznych ustawione są stopnie dokładności 3...10.
Zgodnie z przyjętą praktyką stopnie dokładności pogrupowane są w 3 klasy dokładności: drobna, średnia i gruba. Pojęcie klasy dokładności jest warunkowe. Przypisując stopnie dokładności do klasy dokładności, bierze się pod uwagę długość gwintowania, ponieważ podczas produkcji trudność zapewnienia danej dokładności gwintu zależy od dostępnej długości gwintu. Ustalono trzy grupy długości makijażu: S – krótka, N – normalna i L – długa.
Przy tej samej klasie dokładności tolerancję średnicy średniej na długości uzupełnienia L należy zwiększyć, a na długości uzupełnienia S - zmniejszyć o jeden stopień w stosunku do tolerancji ustalonej dla długości uzupełnienia N.
Przybliżona zgodność pomiędzy klasami dokładności i stopniami dokładności jest następująca: - dokładna klasa odpowiada 3-5 stopniom dokładności; - klasa średnia odpowiada 5-7 stopniom dokładności; - klasa zgrubna odpowiada 7-9 stopniom dokładności.
Za początkowy stopień dokładności obliczania wartości liczbowych tolerancji średnic gwintów zewnętrznych i wewnętrznych przyjęto 6. stopień dokładności przy normalnej długości makijażu.
Przekładnie walcowe są najczęściej stosowane w budowie maszyn. Terminy, definicje i oznaczenia kół zębatych cylindrycznych i kół zębatych reguluje GOST 16531-83. Koła zębate cylindryczne, w zależności od kształtu i rozmieszczenia zębów koła zębatego, dzielą się na następujące typy: zębatkowe, czołowe, śrubowe, jodełkowe, ewolwentowe, cykloidalne itp. Coraz częściej spotykane są koła zębate Novikova, które mają dużą nośność stosowane w przemyśle. Profil zębów tych kół zębatych jest zarysowany okrągłymi łukami.
Ze względu na przeznaczenie eksploatacyjne można wyróżnić cztery główne grupy przekładni walcowych: referencyjne, wysokoobrotowe, mocy i ogólnego przeznaczenia.
Do przekładni wzorcowych zalicza się koła zębate przyrządów pomiarowych, mechanizmy dzielące maszyn do cięcia metalu i podzielnic, układy serwo itp. W większości przypadków koła tych przekładni mają mały moduł (do 1 mm), krótką długość zębów i działają przy małych obciążeniach i prędkościach. Głównym wymaganiem eksploatacyjnym dla tych przekładni jest wysoka dokładność i spójność kątów obrotu kół napędzanych i napędzających, tj. wysoka dokładność kinematyczna. W przypadku odwracalnych przekładni odniesienia luz poprzeczny w przekładni i wahania tego odstępu są bardzo duże.
Do przekładni szybkoobrotowych zalicza się przekładnie turbin, silników samolotów turbośmigłowych, łańcuchy kinematyczne różnych przekładni itp. Prędkości obwodowe przekładni takich przekładni dochodzą do 90 m/s przy stosunkowo dużej przenoszonej mocy. W tych warunkach głównym wymaganiem dla przekładni zębatej jest płynna praca, tj. bezgłośność, brak wibracji i błędów cyklicznych powtarzających się wielokrotnie na obrót koła. Wraz ze wzrostem prędkości obrotowej rosną wymagania dotyczące płynnej pracy. W przypadku mocno obciążonych, wysokoobrotowych przekładni ważna jest również kompletność styku zębów. Koła takich przekładni mają zwykle średnie moduły (od 1 do 10 mm).
Przekładnie mocy obejmują przekładnie, które przenoszą znaczny moment obrotowy przy niskich prędkościach. Są to przekładnie zębate klatek walcarek, rolki mechaniczne, mechanizmy podnoszące i transportowe, skrzynie biegów, skrzynie biegów, mosty tylne itp. Głównym wymaganiem dla nich jest pełny kontakt z zębami. Koła do takich przekładni wykonane są z dużym modułem (ponad 10 mm) i dużą długością zębów.
Osobną grupę tworzą przekładnie ogólnego przeznaczenia, które nie podlegają podwyższonym wymaganiom eksploatacyjnym w zakresie dokładności kinematycznej, płynnej pracy i kontaktu zębów (na przykład wciągarki holownicze, niekrytyczne koła maszyn rolniczych itp.).
Błędy powstające podczas skrawania kół zębatych można sprowadzić do czterech rodzajów: błędy obróbki stycznej, promieniowej, osiowej oraz błędy powierzchni roboczej narzędzia. Łączne występowanie tych błędów podczas obróbki kół zębatych powoduje niedokładności w wielkości, kształcie i położeniu zębów obrabianych kół zębatych. W trakcie późniejszej eksploatacji przekładni jako elementu przekładni niedokładności te prowadzą do nierównomiernych obrotów, niepełnego styku powierzchni zębów i nierównomiernego rozkładu luzów bocznych, co powoduje dodatkowe obciążenia dynamiczne, nagrzewanie się, drgania i hałas w przekładni.
Aby zapewnić wymaganą jakość transmisji należy ograniczyć m.in. normalizować błędy w produkcji i montażu kół zębatych. W tym celu stworzono układy tolerancji, które regulują nie tylko dokładność pojedynczego koła, ale także dokładność kół zębatych w zależności od ich przeznaczenia użytkowego.
Systemy tolerancji dla różne typy Napędy zębate (cylindryczne, stożkowe, ślimakowe, zębatkowe) mają wiele wspólnego, ale są też cechy, które znajdują odzwierciedlenie w odpowiednich normach. Najczęstsze są koła zębate cylindryczne, których system tolerancji przedstawiono w GOST 1643-81.
GŁÓWNE WYMIARY GWINTU METRYCZNEGO
(GOST 9150-2002, GOST 8724-2002, GOST 24705-2004)
GOST 8724-2002 to tekst identyczny z międzynarodową normą ISO 261-98 „Gwinty ISO ogólnego przeznaczenia. Średnice i podziałki w zakresie średnic od 1 Do 300 mm” i zawiera dodatkowe wymagania odpowiadające potrzebom gospodarki kraju (do 600 mm).
Niniejsza norma dotyczy gwintów metrycznych ogólnego przeznaczenia z profilem zgodnym z GOST 9150 i określa ich średnice od 0,25 Do 600 mm i kroki od 0,075 Do 8 mm. Główne wymiary gwintów metrycznych są zgodne z GOST 24705. Tolerancje gwintów są zgodne z GOST 9000 i GOST 16093.
Gdzie,
d, d- średnice zewnętrzne odpowiednio gwintu zewnętrznego (śruby) i gwintu wewnętrznego (nakrętki);
d2, d2- średnie średnice odpowiednio śruby i nakrętki;
dzień 1, dzień 1- średnice wewnętrzne odpowiednio śruby i nakrętki;
d 3- średnica wewnętrzna śruby wzdłuż dna wnęki (do obliczania naprężeń);
R- skok gwintu;
N- wysokość pierwotnego trójkąta.
Nominalne wartości średnic gwintów muszą odpowiadać wartościom wskazanym na rysunku i tabeli. Główne gwinty o średnicach od 2
Do 300
mm pierwszego i drugiego (w nawiasach) rzędów.
Pełna tabela znajduje się poniżej.
wymiary, mm
| Krok wątki R | Średnica gwintu | |||
| zewnętrzny | przeciętny | wnętrze | wewnętrzne wg dno depresji |
|
| S h u p n y m s te p e d | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0,75 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30,727 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36,479 |
| 4,5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46,587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53,252 |
| 6 | 64 | 60,103 | 57,505 | 56,639 |
| 6 | (68) | 64,103 | 61,505 | 60,639 |
| Zrób odważny krok | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2,773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17,350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20,917 | 20,773 | |
| 24 | 23,350 | 22,917 | 22,773 | |
| (27) | 26,350 | 25,917 | 25,773 | |
| 30 | 29,350 | 28,917 | 28,773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37,773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43,773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | 113,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | 128,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| 110 | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147,546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177,546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35,319 | |
| 42 | 40,051 | 38,752 | 38,319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46,051 | 44,752 | 44,319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55,093 | |
| 64 | 61,402 | 59,67 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73,402 | 71,670 | 71,093 | |
| 80 | 77,402 | 78,670 | 75,093 | |
| (85) | 82,402 | 80,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85,093 | |
| (95) | 92,402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
PEŁNA TABELA GWINTÓW METRYCZNYCH
zgodnie z GOST 24705-2004
Nominalny | Skok P, mm | Średnice gwintów, mm |
|||
| d2 = D2 | re 1 = re 1 | ||||
Przykładowe oznaczenia gwintów:
z dużymi krokami:
można pominąć większy skok w oznaczeniu gwintu
gwint zewnętrzny: M12x1,75 - 6g Lub M12 - 6g;
gwint wewnętrzny: M12 - 6H;
małymi krokami:
gwint zewnętrzny: M12x1 - 6g;
gwint wewnętrzny: M12x1 - 6H;
lewy gwint:
gwint zewnętrzny: M12 x 1 - lewa - 6g;
gwint wewnętrzny: M12x1 - LH - 6H;
wątek wielopoczątkowy:
gwint zewnętrzny: M12 x Ph3.5P1.75 - 6g;
gwint wewnętrzny: M12 x Ph3.5P1.75 - 6H;
Dla większej przejrzystości liczbę początków wątku można podać w nawiasach w tekście:
M12 x Ph3.5P1.75 - 6H (dwa przejścia);
M16 x Ph4.5P1.5 - 6H (trzy przejścia).
Długość uzupełnienia to długość odcinka wzajemnego zachodzenia na siebie gwintów zewnętrznych i wewnętrznych w kierunku osiowym. Długości makijażu podzielone są na trzy grupy: krótka – S, normalna – N i długa – L.
Długość makijażu N cale symbol wątek nie jest określony. Długości makijażu S i L można uzupełnić podając długość makijażu:
M12 - 6g - S;
M12 - 6g - L;
M12 - 6g - L - LH;
M12 - 6g - L(30).
Przykład oznaczenia nici o długości makijażu innej niż normalna:
M12 - 7g6g - 30
Oznaczenie pola tolerancji gwintu składa się z oznaczenia pola tolerancji średniej średnicy, umieszczonego na pierwszym miejscu oraz oznaczenia pola tolerancji średnicy występów. Jeżeli oznaczenie pola tolerancji dla średnicy występów pokrywa się z oznaczeniem pola tolerancji dla średniej średnicy, wówczas nie powtarza się ono w oznaczeniu pola tolerancji gwintu.
Dopasowanie w połączeniu gwintowym jest oznaczone ułamkiem, którego licznik wskazuje oznaczenie pola tolerancji gwintu wewnętrznego, a mianownik wskazuje oznaczenie pola tolerancji gwintu zewnętrznego.
Na przykład:
M12 - 6H/6g;
M12x1 - 6H/5g6g;
M12 x 1 - 6H/6g - lewa.
Bardziej szczegółowe oznaczenie gwintu można znaleźć w GOST 9000-81 I GOST 16093-2004.
Poniżej znajduje się tabela wymiany pola tolerancji według wcześniej obowiązujących norm.
WYMIANA TOLERANCJI GWINTU
| Śruby | ||
| Pole tolerancji zgodnie z GOST 16093-2004 |
||
| kl.1 | GOST 9253-59 | 4h |
| kl.2 | 6g | |
| kl.2a | 6g | |
| Kl.3 | 8g | |
| Klasa 2aD | GOST 10191-62 | 6g |
| Klasa 3L | 6g | |
| Orzechy | ||
| Zakres tolerancji zgodny z poprzednimi normami | Pole tolerancji zgodnie z GOST 16093-2004 |
|
| kl.1 | GOST 9253-59 | 4H 5H |
| kl.2 | 6H | |
| kl.2a | 6H | |
| Kl.3 | 7H | |
| Klasa 3X | GOST 10191-62 | 6G |
POLA TOLERANCJI według GOST 16093-2004
Pola tolerancji ustawione są w trzech klasach dokładności: drobnej, średniej i grubej:
Dokładne: do precyzyjnych gwintów, gdzie wymagane są niewielkie różnice w pasowaniu;
- średni: do użytku ogólnego;
- szorstka: do zastosowań, w których mogą pojawić się trudności produkcyjne, np. przy nacinaniu gwintów na prętach walcowanych na gorąco lub w długich, nieprzelotowych otworach.
| Klasa dokładności | Długość makijażu | |||||||||
| S | N | L | ||||||||
| pole tolerancji gwintu zewnętrznego | ||||||||||
| Dokładny | - | (3h4h) | - | - | - | (4g) | 4h | - | - | (5h4h) |
| Przeciętny | 5g6g | (5h6h) | (6d) | 6e | 6f | 6 godz | (7e6e) | 7g6g | (7h6h) | |
| Niegrzeczny | - | - | - | (8e) | - | 8g | - | (9e8e) | (9g8g) | - |
W zależności od wybranego stopnia preferencji pola tolerancji w tabelach są podzielone w następujący sposób:
Pola tolerancji pokazane w nawiasach kwadratowych są wybrane dla komercyjnych elementów złącznych;
- pola tolerancji oznaczone pogrubioną czcionką przeznaczone są do selekcji w pierwszej kolejności;
- pola tolerancji, pisane jasną czcionką, przeznaczone są do selekcji w drugiej kolejności;
- pola tolerancji podane w nawiasach przeznaczone są do trzeciego wyboru.
W uzasadnionych przypadkach dopuszcza się stosowanie pól tolerancji gwintu utworzonych przez inne kombinacje pól tolerancji średniej średnicy i średnicy występów gwintu od podanych w tablicach lub uzyskanych przez inne kombinacje stopni dokładności i odchyleń głównych, np. przykład:
4h6h; 8h; 8h6h - dla gwintu zewnętrznego;
5H; 5N6N - do gwintu wewnętrznego.
W przypadku gwintów ze stosunkowo cienkimi powłokami ochronnymi, na przykład z powłokami galwanicznymi, tolerancje i maksymalne odchylenia zgodnie z normą odnoszą się do wymiarów części przed powlekaniem, chyba że określono inaczej. Po pokryciu rzeczywisty profil gwintu w żadnym miejscu nie powinien przekraczać nominalnego profilu gwintu (maksymalny profil materiału odpowiadający głównemu odchyleniu h lub N).
W pasowaniach można łączyć dowolne pola tolerancji dla gwintów zewnętrznych i wewnętrznych spośród zalecanych. Aby jednak zapewnić wystarczającą wysokość roboczą profilu, ostateczne wymiary połączeń gwintowych muszą tworzyć pasowania typu H/g, H/h i G/h. Dla gwintów o wymiarach M1,4 i mniejszych należy wybrać pasowanie 5H/6h. 4H/6h lub dokładniej.
Powiązane dokumenty:
- otwory do gwintowania
GOST 3469-91 - Mikroskopy. Gwint obiektywu. Wymiary
GOST 4608-81 - Gwint metryczny. Preferencje pasują
GOST 5359-77 - Gwint okularowy do przyrządów optycznych. Profil i wymiary
GOST 6042-83 - Gwint okrągły Edisona. Profile, wymiary i ograniczenia
GOST 6111-52 - Stożkowy gwint calowy o kącie profilu 60 stopni
GOST 6211-81 - Gwint rurowy stożkowy
GOST 6357-81 - Cylindryczny gwint rurowy
GOST 8762-75 - Gwint okrągły o średnicy 40 mm do masek przeciwgazowych i kalibrów do nich. Główne wymiary
GOST 9000-81 - Gwinty metryczne dla średnic mniejszych niż 1 mm. Tolerancje
GOST 9484-81 - Gwint trapezowy. Profile
GOST 9562-81 - Gwint trapezowy jednozwojowy. Tolerancje
GOST 9909-81: Gwint stożkowy zaworów i butli gazowych
GOST 10177-82 - Trwały gwint. Profil i główne wymiary
GOST 11708-82 - Gwint. Terminy i definicje
GOST 11709-81 - Gwint metryczny do części z tworzyw sztucznych
GOST 13535-87 - Wzmocniony gwint oporowy 45 stopni
GOST 13536-68 - Gwint okrągły do armatury sanitarnej. Profil, główne wymiary, tolerancje
GOST 16093-2004 - Gwint metryczny. Tolerancje. Lądowanie z prześwitem
GOST 16967-81 – Gwinty metryczne do wyrobu instrumentów. Średnice i podziałki
GOST 24737-81: Gwint trapezowy jednozwojowy. Główne wymiary
GOST 24739-81 - Gwint trapezowy wielozwojowy
GOST 25096-82 - Trwały wątek. Tolerancje
GOST 25229-82 - Gwint metryczny stożkowy
GOST 28487-90: Stożkowe gwinty zabezpieczające do elementów przewodu wiertniczego. Profil. Wymiary. Tolerancje
Klasy dokładności gwintów
Długość makijażu
Stopnie dokładności gwintu
Norma ustanawia osiem stopni dokładności gwintu, dla których ustalane są tolerancje. Stopnie dokładności są oznaczone liczbami 3, 4, 5, ..., 10 w malejącej kolejności dokładności. W przypadku średnic gwintów zewnętrznych i wewnętrznych stopnie dokładności ustala się w następujący sposób.
Stopień dokładności
Średnica śruby (gwint zewnętrzny) dla długości uzupełniających
średnica zewnętrzna, d………4; 6; 8,
średnia średnica d 2 …………… 3; 4; 5; 6; 7; 8; 9; 10.
Średnica nakrętki (gwint wewnętrzny)
średnica wewnętrzna D 1 ……… 4; 5; 6; 7; 8,
średnia średnica D 2 ………….. 4; 5; 6; 7; 8; 9.
Aby określić stopień dokładności w zależności od długości uzupełnienia gwintu i wymagań dotyczących dokładności, ustalono trzy grupy długości uzupełnienia: S – mały; N – normalny; L – długie długości makijażu. Długości uzupełniające od 2,24Р d 0,2 do 6,7Р d 0,2 należą do normalnej grupy N. Długości uzupełniające mniejsze niż 2,24Р d 0,2 należą do małej grupy (S), a powyżej 6,7Р·d 0,2 należą do grupy małej grupa dużych (L) długości makijażu. We wzorach obliczeniowych długości uzupełniające P i d podano w mm.
Istnieją trzy klasy dokładności gwintów: drobne, średnie i grube. Podział gwintów na klasy dokładności jest dowolny. Rysunki i kalibry wskazują nie klasy dokładności, ale pola tolerancji. Klasy dokładności służą do porównawczej oceny dokładności gwintu. Dokładna klasa zalecany do krytycznych połączeń gwintowych narażonych na obciążenia statyczne, a także w przypadkach wymagających niewielkich wahań charakteru pasowania. Klasa średnia Zalecane do gwintów ogólnych. Ostra klasa stosowany przy nacinaniu gwintów na przedmiotach walcowanych na gorąco, w długich otworach nieprzelotowych itp. Przy tej samej klasie dokładności należy zwiększyć średnie tolerancje średnicy dla długości gwintowania L (długie), a dla długości gwintowanej S (małe) zmniejszona o jeden stopień zgodnie z tolerancjami dla normalnej długości makijażu. Np. dla długości makijażu S należy przyjąć 5 stopień dokładności, następnie dla normalnej długości makijażu N należy przyjąć 6 stopień dokładności, a dla długiej długości makijażu L - 7 stopień. dokładności.
Pole tolerancji gwintu składa się z liczby wskazującej stopień dokładności i litery wskazującej główne odchylenie (na przykład 6g, 6H, 6G itp.). Przy wyznaczaniu kombinacji pól tolerancji dla średnicy średniej i d lub D 1 składa się z dwóch pól tolerancji dla średnicy średniej (w pierwszej kolejności) i d lub D 1. Na przykład 7g6g (gdzie 7g – zakres tolerancji dla średniej średnicy śruby, 6g – zakres tolerancji dla zewnętrznej średnicy śruby d), 5Н6Н (5Н – zakres tolerancji dla średniej średnicy nakrętki, 6Н – zakres tolerancji dla średnicy wewnętrznej nakrętki D1). Jeżeli pola tolerancji zewnętrznej średnicy śruby i wewnętrznej średnicy nakrętki pokrywają się z polem tolerancji średnicy środkowej, wówczas nie są one powtarzane (na przykład 6g, 6H). Oznaczenie pola tolerancji gwintu podawane jest po określeniu rozmiaru części: M12 – 6g (dla śruby), M12 – 6H (dla nakrętki). Jeżeli śruba lub nakrętka jest wykonana ze skokiem innym niż normalny, wówczas skok jest wskazany w oznaczeniu gwintu: M12x1 - 6g; M12x1 – 6H.
Oznaczenie podestów części gwintowanych odbywa się za pomocą ułamka. Licznik wskazuje zakres tolerancji nakrętki (gwint wewnętrzny), a mianownik wskazuje zakres tolerancji śruby (gwint zewnętrzny). Na przykład M12 x 1 – 6H / 6g. Jeżeli gwint jest lewoskrętny, to do jego oznaczenia wpisuje się indeks LH (М12х1хLH – 6H/6g). Długość uzupełnienia wpisuje się w oznaczenie gwintu tylko wtedy, gdy różni się od normalnej. W takim przypadku podaj jego wartość. Na przykład М12х1хLH – 6H/6g – 30 (30 – długość makijażu, mm).
Tolerancje gwintów metrycznych o dużym i małym skoku dla średnic 1-600 mm reguluje GOST 16093-2004.
Gwint jest całkowicie określony przez pięć parametrów: trzy średnice, skok i kąt nachylenia boków. Jednak tylko średnia średnica (dla śruby i nakrętki), średnica zewnętrzna (1 (dla gwintów zewnętrznych - śruba) i średnica wewnętrzna /), (dla gwintów wewnętrznych - nakrętki) są znormalizowane przez tolerancje.
Lądowanie z prześwitem
Norma reguluje stopnie dokładności określające wartości tolerancji średnic gwintów zewnętrznych i wewnętrznych (tabela 5.53), a także szereg głównych odchyleń (górna dla śrub i dolna dla nakrętek) (tabela 5.54).
Główne odchylenia określające położenie pól tolerancji względem profilu nominalnego zależą tylko od skoku gwintu (z wyjątkiem I i H). W przypadku gwintów o danym skoku odchyłki tej samej nazwy dla wszystkich średnic (zewnętrznej, środkowej, wewnętrznej) są równe.

Wszystkie odchyłki i tolerancje mierzone są od profilu nominalnego w kierunku prostopadłym do osi gwintu (ryc. 5.101). Zwyczajowo wskazuje się wartości połówek na diagramach, zakładając, że drugie połówki znajdują się na diametralnie przeciwnych profilach.
Wielkości głównych odchyleń określają wzory:

Drugie maksymalne odchylenie określa przyjęty stopień dokładności gwintu (еі = ех - /Ті/; еі = ех - /Ті/,; 5 £ = £/ + /ТО,; 5 £ = ЕІ + /TTL). Kombinacja odchylenia głównego, oznaczonego literą, z tolerancją przyjętego stopnia dokładności tworzy pole tolerancji.
W tabeli 5.55 pokazuje pola tolerancji przewidziane w GOST 16093-81.
Podesty można formować poprzez kombinację dowolnych pól tolerancji podanych w tabeli. 5,55. Zaleca się łączenie pól tolerancji o tej samej klasie dokładności.

Ryż. 5.101.

Długości makijażu. Aby dobrać stopień dokładności w zależności od długości uzupełnienia gwintu, ustalono trzy grupy długości uzupełnienia: 5-małe (poniżej 2,24L/0-2), L^-normalne (2,24L/02< Ы< 6,74Л/Л2) и ^-большие (больше 6,74А/а2) УиР-в мм). Длина свинчивания зависит от шага и диаметра резьбы.
Klasy dokładności gwintów. Pojęcie klas dokładności jest względne. Na rysunkach wskazano jedynie pola tolerancji, a klasy dokładności służą do porównawczej oceny dokładności gwintu. Dokładna klasa jest zalecana w przypadku krytycznych, obciążonych statycznie połączeń gwintowych; klasy średniej – do gwintów ogólnego przeznaczenia oraz klasy grubej – do nacinania gwintów na przedmiotach walcowanych na gorąco, w długich otworach nieprzelotowych itp.
Tolerancje gwintów. Przyjęto szeroki zakres tolerancji dla wszystkich średnic aż do 6 stopnia dokładności. Tolerancje średnic gwintów dla 6. stopnia dokładności przy normalnej długości makijażu określają wzory:
Dla średniej średnicy gwintu śruby -
![]()
Do średnicy zewnętrznej śruby
![]()
Do średnicy wewnętrznej nakrętki

Do nakrętek o średniej średnicy
![]()
gdzie /° przyjmuje się w mm; th - średnia geometryczna skrajnych wartości zakresu średnic nominalnych; G - w mikronach.
Tolerancje pozostałych stopni dokładności określa się poprzez pomnożenie tolerancji 6. stopnia dokładności przez następujące współczynniki:
|
Stopień dokładności |
|||||||
|
Współczynnik |
Tolerancje średnicy wewnętrznej
Preferencje pasują
Pasowania wciskowe wzdłuż średniej średnicy stosuje się w przypadkach, gdy konstrukcja zespołu nie pozwala na zastosowanie połączenia gwintowego typu śruba-nakrętka ze względu na możliwość samoodkręcenia się podczas pracy pod wpływem czynników zewnętrznych (drgania, temperatury itp.). .
Położenie pól tolerancji dla średnicy gwintu z wciskiem pokazano na ryc. 5.102.
Pasowania z wciskiem są dostępne tylko w systemie otworów.
Tolerancja średniej średnicy gwintu części posortowanych w grupy jest tolerancją dla rzeczywistej średnicy średniej (w odróżnieniu od gwintów ze szczeliną, gdzie tolerancja średniej średnicy jest całkowita), a te, które nie są posortowane w grupy, są całkowite.

Ryż. 5.102.
Tolerancje średnicy wewnętrznej gwintów zewnętrznych nie są ustalone. Jest ona ograniczona maksymalnymi odchyleniami kształtu wgłębień gwintu.
Aby utworzyć pola tolerancji, stosuje się główne odchylenia i stopnie dokładności. W gwintach z wciskiem ustala się następujące główne odchylenia, w zależności od skoku gwintu i stopnia dokładności średnicy (tabela 5.56).

Pola tolerancji dla pasowań wciskowych podano w tabeli. 5,57.
W przypadku gwintów z wciskiem ustala się również dopuszczalne odchyłki kształtu gwintu zewnętrznego i wewnętrznego, które określa się na podstawie różnicy pomiędzy największą i najmniejszą rzeczywistą wartością średniej średnicy. Ich wartość nie powinna przekraczać 25% średniej tolerancji średnicy.
Norma określa także odchylenia w nachyleniu i kącie nachylenia boku profilu, które odnoszą się do standardowych długości zabudowy (tabela 5.58).
Odchylenia kształtu gwintu, odchylenia skoku i kąta nie podlegają obowiązkowej kontroli, chyba że określono inaczej.
Lądowania przejściowe
Tolerancje gwintów metrycznych dla pasowań przejściowych ustala się dla części stalowych z gwintami zewnętrznymi o średnicach od 5 do 45 mm współpracujących z gwintami wewnętrznymi w częściach stalowych o długości gwintowanej / = (I...1,25)4 żeliwo z / = (1, 25...1,5)


Pola tolerancji i ich kombinacje w celu uzyskania pasowań przejściowych podano w tabeli. 5.59, a układ pól tolerancji na ryc. 5.103.

Pasowania przejściowe służą do jednoczesnego zakleszczenia gwintów (najpopularniejszą metodą zakleszczenia jest dociśnięcie pręta gwintowanego do gwintu w częściach z gwintem wewnętrznym). Aby uniknąć odkształcenia gwintu, w otworze znajduje się stożkowy pogłębiacz.
Wartości liczbowe głównych odchyleń średniej średnicy gwintu zewnętrznego oblicza się za pomocą wzorów:

We wzorze wartość P podstawiamy w mm, a wartość e/ otrzymujemy w mikronach.

Ryż. 5.103.
Obliczone wartości są zaokrąglane do najbliższych preferowanych liczb w serii Da40.
Tolerancje średnich średnic gwintów zewnętrznych i wewnętrznych określają wzory:
gdzie a1 jest średnią geometryczną poszczególnych wartości odstępów nominalnych średnic gwintów zgodnie z GOST 16093-2004 w mm, P - w mm, T - w mikronach.
W przypadku gwintów w pasowaniach przejściowych, a także w pasowaniach wciskowych ustala się dopuszczalne odchyłki kształtu gwintów zewnętrznych i wewnętrznych, określone przez różnicę między największą i najmniejszą rzeczywistą wartością średniej średnicy. Nie powinny przekraczać 25% średniej tolerancji średnicy. Norma określa również odchylenia skoku i kąta nachylenia boku profilu, które odnoszą się do standardowych długości uzupełniających (patrz tabela 5.58). Odchylenia kształtu gwintu, odchylenia skoku i kąta nachylenia nie podlegają do obowiązkowej kontroli, chyba że określono inaczej.
Przez długie stulecia swojego rozwoju ludzkość wymyśliła wiele sposobów łączenia części. Zgodzimy się nazwać detalem pewien przedmiot materialny zawarty w związku, którego nie można podzielić na mniejsze przedmioty. Zgódźmy się nazwać połączenie kilku części węzłem, a zbiór węzłów zdolnych do wykonywania określonych działań po połączeniu - mechanizmem.
Zwyczajowo rozróżnia się ruchome i nieruchome połączenia części, B przenośny połączeń, części poruszają się względem siebie i do wewnątrz stacjonarny sztywno ze sobą połączone. Każdy z tych dwóch typów połączeń dzieli się na dwie główne grupy: rozłączne i trwałe.
Odpinany Są to połączenia umożliwiające wielokrotny montaż i demontaż jednostki montażowej bez uszkodzenia części. Odłączane połączenia stałe obejmują połączenia gwintowe, kołkowe, wpustowe, wielowypustowe, profilowe i zaciskowe.
Jednoczęściowy Są to połączenia, które można zdemontować jedynie poprzez zniszczenie. Trwałe połączenia stałe wykonywane są mechanicznie (prasowanie, nitowanie, gięcie, wykrawanie i tłoczenie), za pomocą sił adhezji fizycznej i chemicznej (spawanie, lutowanie i klejenie) oraz poprzez zanurzanie części w stopionym materiale (wtłaczanie do form odlewniczych, foremek itp.) .)
Ruchomy, jednoczęściowy połączenia są montowane metodą kielichowania i swobodnego zaciskania. Zasadniczo są to połączenia zastępujące całą część, jeżeli jej wykonanie z jednego przedmiotu jest technologicznie niemożliwe lub trudne i nieekonomiczne.
Gwintowane Połączenia częściowe są najczęstszym rodzajem połączeń rozłącznych. Gwinty to występy utworzone na głównej powierzchni śrub i nakrętek i rozmieszczone wzdłuż linii śrubowej. Pomimo pozornej prostoty, połączenia gwintowe są bardzo różnorodne. Dlatego w ramach bieżącego kursu rozważymy te, które powszechnie występują w naszym asortymencie. Ale najpierw podamy ogólną klasyfikację.
R gwinty, tolerancje i pasowania

Zgodnie z kształtem głównej powierzchni Istnieją gwinty cylindryczne i stożkowe. Najpopularniejszym jest gwint cylindryczny. Gwinty stożkowe służą do uszczelniania i uszczelniania połączeń rur, olejarek, korków itp.
Zgodnie z profilem wątku Istnieją gwinty trójkątne, prostokątne, trapezowe, okrągłe i inne.
W kierunku helisy rozróżnia gwinty prawoskrętne i lewoskrętne. W przypadku gwintu prawoskrętnego spirala biegnie od lewej do prawej i do góry, w przypadku gwintu lewoskrętnego biegnie od prawej do lewej i do góry. Najczęściej spotykany jest gwint prawoskrętny.
Według liczby wizyt- wątki jednozwojowe i wielozwojowe. Najpopularniejszym jest wątek o pojedynczym początku.
Wątek uzyskuje się (formuje) na kilka sposobów:
- obróbka ostrzy;
- walcowanie;
- obróbka ścierna;
- wytłaczanie poprzez prasowanie;
- odlew;
- obróbka elektrofizyczna i elektrochemiczna.
Najpopularniejszym i uniwersalnym sposobem pozyskiwania nici jest obróbka ostrzy. Należą do nich:
wycinanie gwintów zewnętrznych za pomocą matryc

gwintowanie gwintów wewnętrznych

toczenie gwintów zewnętrznych i wewnętrznych za pomocą specjalnych frezów i grzebieni


frezowanie gwintów zewnętrznych i wewnętrznych przy użyciu frezów tarczowych i honowych

wycinanie gwintów zewnętrznych i wewnętrznych za pomocą głowic gwintujących

Walcowanie jest najbardziej produktywną metodą obróbki gwintów, zapewniającą wysoką jakość powstałego gwintu. Walcowanie gwintów obejmuje:
walcowanie gwintów zewnętrznych za pomocą dwóch lub trzech rolek z posuwem promieniowym, osiowym lub stycznym

walcowanie gwintów zewnętrznych i wewnętrznych przy użyciu głowic do walcowania gwintów

walcowanie gwintów zewnętrznych na matrycach płaskich;

walcowanie gwintów zewnętrznych za pomocą narzędzia rolkowo-segmentowego

walcowanie (wytłaczanie) gwintów wewnętrznych za pomocą gwintowników bezwiórowych

DO obróbka ścierna gwintów Obejmuje to szlifowanie tarczami jedno- i wielozwojowymi. Stosowane do wytwarzania precyzyjnych, głównie gwintów biegnących.
Wytłaczanie poprzez prasowanie stosowany do produkcji gwintów z tworzyw sztucznych i stopów metali nieżelaznych. Nie jest powszechnie stosowany w przemyśle.
Odlew(zwykle pod ciśnieniem) służy do wytwarzania gwintów o małej precyzji z tworzyw sztucznych i stopów metali nieżelaznych.
Obróbka elektrofizyczna i elektrochemiczna (np. wyładowania elektryczne, elektrohydrauliczne) stosowana jest do wytwarzania gwintów na częściach wykonanych z materiałów o dużej twardości i materiałów kruchych, takich jak stopy twarde, ceramika itp.
Rozważmy teraz główne parametry geometryczne gwintów cylindrycznych. Należą do nich: średnica gwintu zewnętrzna d, środkowa d2 i wewnętrzna d1, skok gwintu p, kąt zarysu α.

Gwint metryczny ISO- główny rodzaj gwintu do elementów złącznych o kącie profilu α = 600. Szeroko stosowany w Europie i Azji. Profil jest trójkątem równobocznym z obciętymi wierzchołkami. Wymiary podano w milimetrach.

Gwinty metryczne występują w dużych i małych skokach. Najczęściej najbardziej odporne na zużycie i zaawansowane technologicznie gwinty wykonywane są z dużym skokiem. Gwinty drobnozwojne są używane rzadziej. Poniżej znajduje się tabela opracowana na podstawie GOST 8724-81 „Gwinty metryczne. Średnice i stopnie.”
Skok gwintu dla gwintów grubych i drobnych (pojedynczy start)
(Wymiary w nawiasach dotyczą nowych norm ISO)
|
Nitka |
Skok gwintu P, mm |
|||
|
Duży gwint M |
Drobna nić M |
|||
|
Mały |
Drobny 2 |
Najprzedniejszy |
||
|
M1.2 M1.4 M1.6 M1.8 |
0.25 0.25 0.35 0.35 |
(0.2) (0.2) (0.2) (0.2) (0.2) |
||
|
M2.2 M2,5 M3,5 |
0.45 0.45 |
(0.25) (0.25) (0.35) (0.35) (0.35) |
||
|
M10 |
1.25 |
0.75 1.25 |
0.75 |
0.75 |
|
M12 M14 M16 M18 M20 |
1.75 |
1.25 1.25 |
||
|
M22 M24 M27 M30 M33 |
||||
|
M36 M39 M42 M45 M48 |
(4)3 (4)3 (4)3 |
|||
|
M52 M56 M60 M64 M68 |
(4)3 |
3(2) 3(2) |
2(1.5) 2(1.5) |
|
Oprócz głównych cech wymienionych powyżej istnieją dodatkowe: ucieczka, podcięcie i podcięcie.
Odcinek końcowego zwoju gwintu, który ma niepełny profil, nazywany jest biciem gwintu. Wyczerpanie się wątku- odcinek niepełnego profilu w strefie przejścia gwintu w gładką część części, który występuje po wyjęciu narzędzia tnącego z produktu.
Pod gwintem- rozmiar nieodciętej części powierzchni części pomiędzy końcem szczebla a powierzchnią nośną części (przy przechodzeniu z jednej średnicy na drugą).
Podcięty wątek- wycinek powierzchni części, łącznie z biciem gwintu i podcięciem.

Wielkość podcięcia ma znaczenie np. przy łączeniu dwóch cienkich blach stalowych: jeżeli podcięcie będzie zbyt duże, połączenie może nie być szczelne.
Istnieje również kilka rodzajów gwintów calowych (1 cal równa się 25,4 mm).
Gwint calowy UTS, ISO 5864. Używany głównie w USA. Profil jest trójkątem równobocznym (kąt wierzchołkowy 60°) z obciętymi wierzchołkami. Przy jednej średnicy gwint może mieć skok gruby (UNC) lub drobny (UNF). Rozmiary gwintów są podawane w ułamkach cala i liczbie wątków na cal. W przypadku gwintów o małych średnicach numer seryjny gwintu umieszcza się przed liczbą zwojów oddzielonych łącznikiem: od 0 do 12.
Gwint calowy Whitwortha BSW. Używany głównie w Wielkiej Brytanii. Profil jest trójkątem równoramiennym (kąt wierzchołkowy 55 stopni). Przy jednej średnicy gwint może mieć skok gruby (BSW) lub drobny (BSF). Wymiary podano w ułamkach cala i w zwojach na cal.
|
Cale |
Określenie |
Liczba wątków |
Liczba wątków |
numer UNC |
Numer-chn UNF |
Chn |
Chn |
|
|
1,524 |
0-80 |
|||||||
|
1,854 |
1-64 |
1-72 |
||||||
|
2,184 |
2-56 |
2-64 |
||||||
|
2,515 |
3-48 |
3-56 |
||||||
|
2,844 |
4-40 |
4-48 |
||||||
|
3,175 |
5-40 |
5-44 |
||||||
|
3,505 |
6-32 |
6-40 |
||||||
|
5/32 |
3,969 |
|||||||
|
4,165 |
8-32 |
8-36 |
||||||
|
3/16 |
4,763 |
|||||||
|
4,826 |
10-24 |
10-32 |
||||||
|
5,486 |
12-24 |
12-28 |
||||||
|
7/32 |
5,556 |
|||||||
|
6,350 |
||||||||
|
9/32 |
7,144 |
|||||||
|
5/16 |
7,938 |
|||||||
|
9,525 |
||||||||
|
13/32 |
10,319 |
|||||||
|
7/16 |
11,113 |
|||||||
|
12,700 |
||||||||
|
9/16 |
14,288 |
|||||||
|
15,875 |
||||||||
|
11/16 |
17,463 |
|||||||
|
19,050 |
||||||||
|
22,225 |
||||||||
|
25,400 |
||||||||
|
1 1/8 |
28,575 |
|||||||
|
1 1/4 |
31,750 |
|||||||
|
1 3/8 |
34,925 |
|||||||
|
1 1/2 |
38,100 |
|||||||
|
1 3/4 |
44,450 |
|||||||
|
50,800 |
||||||||
|
2 1/4 |
57,150 |
|||||||
|
2 1/2 |
63,500 |
|||||||
|
2 3/4 |
69,850 |
|||||||
|
76,200 |
||||||||
|
3,25 |
82,550 |
|||||||
|
88,900 |
||||||||
|
3,75 |
95,250 |
|||||||
|
101,600 |
||||||||
|
4,25 |
107,950 |
|||||||
|
114,300 |
||||||||
|
4,75 |
120,650 |
|||||||
|
127,000 |
||||||||
Poniżej przedstawiono tabele podsumowujące stosowane rozmiary gwintów calowych i dopuszczalne odchylenia od nich.


Oprócz cylindrycznych gwintów konstrukcyjnych są one szeroko stosowane w elementach złącznych. gwinty śrubowe i samogwintujące. Można wyróżnić cztery główne cechy tej grupy wątków.
średnice: D 1 wzdłuż grzbietów; D2 - pręt
krok P;
liczba wizyt n.



Oprócz nich istotny wpływ na właściwości samogwintujące produktu ma kąt w górnej części profilu gwintu α (na rysunku 60±3 stopni).
Im mniejszy jest określony kąt, tym łatwiej produkt jest skręcony i łatwiej jest uformować gwint. Tradycyjne śruby produkowane przez przemysł krajowy (GOST 1144-80, GOST 1145-80) mają ten kąt równy 600, jak gwint metryczny. Nowoczesne wkręty samogwintujące wykonywane są z kątem α=450 lub mniejszym. Obszary ich zastosowania i projektowania są bardzo zróżnicowane, a przez to mało ustandaryzowane. Wkręty samogwintujące przeznaczone do wkręcania w metal (DIN 7976, 7981...7983) wykonane są z dużymi kątami (najczęściej 600), aby zwiększyć wytrzymałość gwintu u podstawy profilu. Te wkręty samogwintujące są produktami wysoce znormalizowanymi, a ich gwinty są produkowane zgodnie z normami ISO 1478, EN 2478, DIN 7970. Na rysunkach i dokumentacji projektowej litery ST są umieszczone przed średnicą ich gwintów.
Tabela pokazuje główne rozmiary gwintów ST i główne konstrukcje końcówek.


W omówionych powyżej tabelach dopuszczalnych rozmiarów gwintów różnych typów dla każdego rozmiaru nominalnego podane są jego wartości maksymalne i minimalne. I to jest bardzo rozsądne, bo... Wyprodukowanie jakiejkolwiek części z absolutną pewnością jest praktycznie niemożliwe. Dopuszczalna dokładność wykonania jest zwykle charakteryzowana przez pole tolerancji. Spójrzmy na diagram. (GOST 25346-89. Ujednolicony system tolerancji i lądowań. Postanowienia ogólne, serie tolerancji i główne odchylenia).
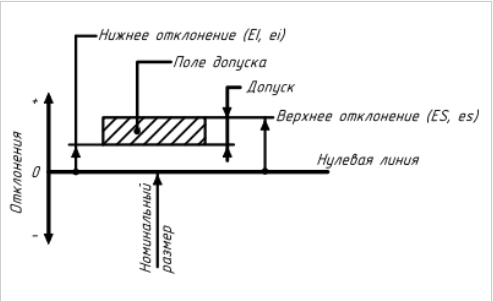
Niech jakaś część będzie miała określony rozmiar nominalny 10 mm. Przyjmijmy to jako linię zerową na diagramie. Narysujemy dodatnie odchylenie tej wielkości w górę od niej i ujemnie w dół. Pole tolerancji we współrzędnych tego typu jest wyświetlane w postaci zacienionego paska. Górne odchylenie na wykresie może mieć wartość na przykład 2, a dolne - 1 mm. Zatem przy produkcji tej części o wartości nominalnej 10 mm jej rzeczywisty rozmiar powinien mieścić się w przedziale 11...12 mm. Rzeczywista tolerancja w tym przypadku wynosi 1 mm (12 - 11 = 1). Istnieje jednak również drugi parametr charakteryzujący naszą część - jest to położenie pola tolerancji na osi odchylenia.
W naszym przykładzie pole tolerancji znajduje się całkowicie w obszarze dodatnich odchyleń.
Bezpośrednio dla gwintów metrycznych tolerancje reguluje GOST 16093-81. Gwint metryczny. Tolerancje. Lądowanie z zezwoleniem.”
Rzeczywiste tolerancje średnicy ustalane są według stopni dokładności, oznaczonych liczbami. Zbiór tolerancji jednego poziomu dokładności nazywa się jakością (stopniem dokładności).

Położenie pola tolerancji średnicy gwintu jest określone przez główne odchylenie i jest oznaczone literą alfabetu łacińskiego, małą literą dla gwintów zewnętrznych i wielką literą dla gwintów wewnętrznych.

Oznaczenie pola tolerancji średnicy gwintu składa się z liczby wskazującej stopień dokładności i litery wskazującej głównyodchylenie. Na przykład: 4h; 6g; 6H.
W zależności od wymagań dotyczących dokładności połączenia gwintowego, pola tolerancji gwintów śrub i nakrętek ustala się w trzech warunkowych klasach dokładności.
|
Łącznik |
Dokładny |
Przeciętny |
Niegrzeczny |
|
Śruba lub kołek |
6h; 6g; 6e; 6d |
8h; 8g; |
|
|
śruba |
4H; 5H |
5H6H; 6H; 6G |
7H; 7G |
Położenie pól tolerancji dla gwintów pokazano schematycznie na schemacie.

Uniwersalny stół rozmiary tolerancji dla elementów złącznych podano poniżej. Pozwala, znając zakres tolerancji i wielkość nominalną wielkości mierzonej, określić wielkość dopuszczalnych odchyłek.

Podobna tabela istnieje specjalnie dla wątków.

Na wybór zakresu tolerancji gwintu ma również wpływ powłoka części. Do gwintów zewnętrznych z metalową powłoką antykorozyjną zwiększającą rozmiar części (cynkowanie, kadmowanie, niklowanie, srebrzenie, miedziowanie itp.) lub do części wykonanych ze stali nierdzewnej, żaroodpornej, kwasoodpornej w przypadku stali odpornych i stopów tytanu (niezależnie od rodzaju powłoki) należy stosować pola tolerancji: 6g (przy skoku gwintu do 0,45 mm włącznie) i 6e (przy skoku gwintu 0,5 mm i większym). Dla gwintów zewnętrznych z powłoką niemetaliczną stosuje się zakres tolerancji 5h i 6h (niezależnie od rodzaju powłoki).