Melukis litar elektrik untuk mesin CNC. Aksesori untuk mesin pengilangan manual: apa yang anda boleh lakukan dengan tangan anda sendiri atau membeli Litar elektrik mesin pengilangan
Oleh itu, sebagai sebahagian daripada artikel pengajaran ini, saya mahu anda, bersama-sama dengan pengarang projek, seorang mekanik dan pereka berusia 21 tahun, membuat sendiri. Penceritaan akan dijalankan dalam orang pertama, tetapi ketahuilah bahawa, dengan penyesalan besar saya, saya tidak berkongsi pengalaman saya, tetapi hanya menceritakan semula pengarang projek ini secara bebas.
Akan ada banyak lukisan dalam artikel ini., nota kepada mereka dibuat pada Inggeris, tetapi saya yakin bahawa juruteknik sebenar akan memahami segala-galanya tanpa berlengah lagi. Untuk memudahkan pemahaman, saya akan memecahkan cerita kepada "langkah".
Mukadimah daripada penulis
Sudah pada usia 12 tahun, saya bermimpi untuk membina sebuah mesin yang mampu mencipta pelbagai perkara. Mesin yang akan memberi saya keupayaan untuk membuat apa-apa barangan rumah. Dua tahun kemudian saya terjumpa frasa itu CNC atau lebih tepat lagi, frasa "Mesin pengilangan CNC". Selepas saya mendapat tahu bahawa ada orang yang boleh membuat mesin sedemikian sendiri untuk keperluan mereka sendiri, di garaj mereka sendiri, saya menyedari bahawa saya juga boleh melakukannya. Saya perlu melakukan ini! Selama tiga bulan saya cuba mengumpul bahagian yang sesuai, tetapi tidak berganjak. Jadi obsesi saya beransur pudar.
Pada Ogos 2013, idea untuk membina mesin pengilangan CNC menarik perhatian saya sekali lagi. Saya baru sahaja menamatkan pengajian di peringkat sarjana muda dalam reka bentuk industri di universiti, jadi saya cukup yakin dengan kebolehan saya. Sekarang saya faham dengan jelas perbezaan antara saya hari ini dan saya lima tahun lalu. Saya belajar cara bekerja dengan logam, menguasai teknik untuk bekerja dengan mesin kerja logam manual, tetapi yang paling penting, saya belajar cara menggunakan alat pembangunan. Saya harap tutorial ini memberi inspirasi kepada anda untuk membina mesin CNC anda sendiri!
Langkah 1: Reka bentuk dan model CAD
Semuanya bermula dengan reka bentuk yang bernas. Saya membuat beberapa lakaran untuk mendapatkan rasa yang lebih baik untuk saiz dan bentuk mesin masa hadapan. Selepas itu saya mencipta model CAD menggunakan SolidWorks. Selepas saya memodelkan semua bahagian dan komponen mesin, saya menyediakan lukisan teknikal. Saya menggunakan lukisan ini untuk membuat bahagian pada mesin kerja logam manual: dan.
Terus terang saya katakan, saya suka alat yang bagus dan mudah. Itulah sebabnya saya cuba memastikan bahawa operasi penyelenggaraan dan pelarasan mesin telah dijalankan semudah mungkin. Saya meletakkan galas dalam blok khas agar dapat menggantikannya dengan cepat. Panduan boleh diakses untuk penyelenggaraan, jadi kereta saya akan sentiasa bersih apabila kerja selesai.



Fail untuk memuat turun "Langkah 1"
Dimensi
Langkah 2: Katil
Katil menyediakan mesin dengan ketegaran yang diperlukan. Portal boleh alih, motor stepper, paksi Z dan gelendong, dan kemudiannya permukaan kerja akan dipasang di atasnya. Untuk mencipta bingkai sokongan saya menggunakan dua profil aluminium Maytec 40x80mm dan dua plat hujung aluminium tebal 10mm. Saya menyambungkan semua elemen bersama menggunakan sudut aluminium. Untuk mengukuhkan struktur di dalam bingkai utama, saya membuat bingkai persegi tambahan daripada profil bahagian yang lebih kecil.
Untuk mengelakkan habuk terkena pada panduan pada masa hadapan, saya memasang sudut aluminium pelindung. Sudut dipasang menggunakan kacang T, yang dipasang di salah satu alur profil.
Kedua-dua plat hujung mempunyai blok galas untuk memasang skru pemacu.


Pemasangan bingkai sokongan


Sudut untuk melindungi pemandu
Fail untuk memuat turun "Langkah 2"
Lukisan elemen utama bingkai
Langkah 3: Portal
Portal boleh alih ialah elemen eksekutif mesin anda; ia bergerak sepanjang paksi X dan membawa gelendong pengilangan dan sokongan paksi Z. Semakin tinggi portal, semakin tebal bahan kerja yang boleh anda proses. Walau bagaimanapun, portal yang tinggi kurang tahan terhadap beban yang timbul semasa pemprosesan. Tiang sisi tinggi portal bertindak sebagai tuil berbanding dengan galas bergolek linear.
Tugas utama yang saya rancang untuk menyelesaikan pada mesin pengilangan CNC saya ialah pemprosesan bahagian aluminium. Oleh kerana ketebalan maksimum kosong aluminium yang sesuai untuk saya ialah 60 mm, saya memutuskan untuk membuat kelegaan portal (jarak dari permukaan kerja ke rasuk silang atas) sama dengan 125 mm. Saya menukar semua ukuran saya kepada model dan lukisan teknikal dalam SolidWorks. Oleh kerana kerumitan bahagian, saya memprosesnya di pusat pemesinan CNC perindustrian ini juga membolehkan saya memproses chamfers, yang akan menjadi sangat sukar untuk dilakukan pada mesin pengilangan logam manual.




Fail untuk memuat turun "Langkah 3"
Langkah 4: Angkup Paksi Z
Untuk reka bentuk paksi Z, saya menggunakan panel hadapan yang melekat pada galas gerakan paksi Y, dua plat untuk mengukuhkan pemasangan, plat untuk memasang motor stepper dan panel pelekap. gelendong pengilangan. Pada panel hadapan saya memasang dua panduan profil di mana gelendong akan bergerak sepanjang paksi Z Sila ambil perhatian bahawa skru paksi Z tidak mempunyai sokongan balas di bahagian bawah.




Muat turun "Langkah 4"
Langkah 5: Panduan
Panduan menyediakan keupayaan untuk bergerak ke semua arah, memastikan pergerakan lancar dan tepat. Sebarang permainan dalam satu arah boleh menyebabkan ketidaktepatan dalam pemprosesan produk anda. Saya memilih pilihan yang paling mahal - rel keluli keras berprofil. Ini akan membolehkan struktur untuk menahan beban yang tinggi dan memberikan ketepatan kedudukan yang saya perlukan. Untuk memastikan panduan selari, saya menggunakan penunjuk khas semasa memasangnya. Sisihan maksimum relatif kepada satu sama lain adalah tidak lebih daripada 0.01 mm.


Langkah 6: Skru dan Takal
Skru menukar gerakan berputar daripada motor stepper kepada gerakan linear. Apabila mereka bentuk mesin anda, anda boleh memilih beberapa pilihan untuk unit ini: pasangan skru-nat atau pasangan skru bola (skru bola). Nat skru, sebagai peraturan, tertakluk kepada lebih banyak daya geseran semasa operasi, dan juga kurang tepat berbanding dengan skru bola. Jika anda memerlukan ketepatan yang lebih tinggi, maka anda pasti perlu memilih skru bola. Tetapi anda harus tahu bahawa skru bola agak mahal.
Tertakluk pada ketersediaan mesin pengisar Ia benar-benar memudahkan kerja memasukkan engsel, membentuk lubang kompleks, ceruk, ukiran kayu, dll. Tetapi ini tidak bermakna sama sekali bahawa perlu mempunyai peralatan profesional dan mahal: ia cukup untuk mempunyai peranti manual yang mudah.
Satu-satunya perkara yang anda perlukan ialah dapat mengendalikan kayu pada asasnya dan menggunakan alat kuasa. Di samping itu, anda perlu mempunyai keinginan, jika tidak tanpa ini tidak akan ada hasil. Mereka yang tidak mempunyai keinginan untuk bekerja hanya membeli perabot atau mengupah tukang untuk, sebagai contoh, memasang pintu baru dan memotong kunci. Sebarang kerja, terutamanya dengan alatan kuasa, memerlukan pengetahuan tertentu, dan terutamanya langkah berjaga-jaga keselamatan.

Peranti pengilangan direka untuk memproses kedua-dua kayu dan logam. Dengan bantuannya, adalah mungkin untuk membentuk ceruk atau lubang sebarang konfigurasi. Ini sangat memudahkan tugas seperti memasukkan engsel dan memasukkan kunci. Melakukan ini dengan pahat dan gerudi elektrik tidak begitu mudah, dan ia memerlukan banyak masa.
Terdapat peranti pengilangan pegun dan mudah alih (manual). Mesin pengilangan elektrik genggam dianggap sebagai peranti sejagat, dengan bantuan yang, dengan kehadiran lampiran, adalah mungkin untuk melakukan operasi untuk pelbagai tujuan anda hanya perlu menukar kedudukan bahagian, berhubung dengan peranti atau sebaliknya.
Peranti pegun digunakan di kilang atau kilang di mana pengeluaran besar-besaran kayu atau produk logam ditubuhkan. Di bawah keadaan sedemikian, lampiran pemotongan adalah pegun, dan bahan kerja bergerak di sepanjang laluan yang dikehendaki. Apabila menggunakan alat tangan, sebaliknya, bahagian itu tetap tidak bergerak dan barulah ia diproses, walaupun terdapat bahagian yang memerlukan pembaikan alat tangan. Ini disediakan dalam reka bentuk, oleh itu, ia dianggap lebih universal. Ini benar terutamanya apabila anda perlu memproses bilangan yang besar bahagian, tetapi menggunakan mesin pegun tidak boleh dilakukan.
 Mesin pengilangan buatan sendiri ialah platform mendatar dengan lubang di tengah, di mana peranti pegang tangan dipasang dari bawah.
Mesin pengilangan buatan sendiri ialah platform mendatar dengan lubang di tengah, di mana peranti pegang tangan dipasang dari bawah. Terdapat banyak jenis mesin pengisar, tetapi untuk kegunaan di rumah atau untuk memulakan perniagaan anda sendiri, model universal lebih sesuai. Sebagai peraturan, mereka dilengkapi dengan satu set pemotong dan pelbagai peranti untuk melakukan pelbagai jenis operasi. Satu-satunya perkara yang ada penghala tangan operasi mudah boleh mengambil masa yang lebih lama daripada menggunakan mesin pegun.
Menggunakan peranti pengilangan manual adalah mungkin untuk:
- Buat alur atau ceruk dalam sebarang bentuk (keriting, segi empat tepat, digabungkan).
- Gerudi melalui dan lubang bukan melalui.
- Proses hujung dan tepi mana-mana konfigurasi.
- Potong bahagian berbentuk kompleks.
- Sapukan lukisan atau corak pada permukaan bahagian.
- Salin bahagian jika perlu.
 Menyalin bahagian adalah salah satu fungsi mana-mana mesin pengilangan elektrik.
Menyalin bahagian adalah salah satu fungsi mana-mana mesin pengilangan elektrik. Kehadiran fungsi sedemikian memungkinkan untuk memudahkan pengeluaran jenis perabot yang sama atau pengeluaran bahagian yang sama yang tidak berkaitan dengan pengeluaran perabot. Ini adalah salah satu kelebihan utama alat ini. Sebagai peraturan, untuk menghasilkan bahagian jenis yang sama, perlu memasang mesin penyalin, yang direka untuk melakukan hanya satu operasi, yang tidak selalu menguntungkan, terutamanya dalam perusahaan kecil.
Bermula dan menjaga alat
Untuk memahami cara peranti ini berfungsi, anda harus membiasakan diri dengan bahagian utamanya dan tujuannya.
Komposisi dan tujuan komponen utama
Peranti pengilangan manual terdiri daripada badan logam dan motor, yang terletak dalam badan yang sama. Aci terkeluar dari perumahan, di mana pelbagai collet diletakkan, berfungsi sebagai penyesuai. Mereka membolehkan anda memasang pemotong pelbagai saiz. Pemotong dimasukkan terus ke dalam collet, yang diamankan dengan bolt atau butang khas, yang disediakan pada beberapa model.
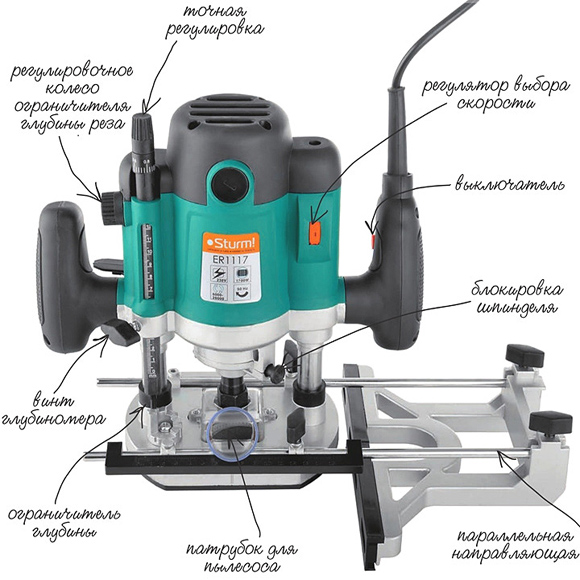 Elemen utama peranti pengilangan manual dan tujuannya.
Elemen utama peranti pengilangan manual dan tujuannya. Reka bentuk peranti pengilangan termasuk platform logam, yang mempunyai sambungan tegar ke badan. Ia dilekatkan pada badan dengan menggunakan dua batang. Di bahagian luar, plat mempunyai salutan licin yang memastikan pergerakan lancar semasa operasi.
Peranti pengilangan manual mempunyai beberapa ciri yang boleh dilaraskan:
- Disebabkan oleh pemegang dan skala untuk melaraskan kedalaman pengilangan. Pelarasan dijalankan dalam kenaikan 1/10 mm.
- Dengan melaraskan kelajuan putaran pemotong.
hidup peringkat awal Apabila menguasai alat, lebih baik cuba bekerja pada kelajuan rendah atau sederhana. Walaupun anda harus sentiasa ingat bahawa lebih tinggi kelajuan, lebih baik kerja. Terutama jika ini melibatkan kawasan kritikal dan boleh dilihat yang tidak boleh ditutup.
Selain tuil ini, terdapat juga butang untuk menghidupkan dan mematikan produk, serta butang kunci. Elemen ini dianggap asas, memastikan prestasi kerja yang berkualiti tinggi dan selamat. Terdapat juga hentian selari di sini, yang menyumbang kepada kemudahan penggunaan. Ia boleh diperbaiki dengan tegar atau dengan keupayaan untuk melaraskan peralihan kawasan kerja dari pusat.
Menjaga alat pengisar yang dipegang tangan

Biasanya, produk kilang jatuh ke tangan seseorang yang diuji dan dilincirkan, jadi tiada langkah tambahan perlu diambil. Hanya semasa operasinya anda perlu memantau kebersihan dan kebolehservisannya. Pada masa yang sama, ia perlu sentiasa dibersihkan daripada habuk dan pelincir perlu ditukar, jika ditulis dalam pasport. Pelinciran amat diperlukan untuk bahagian yang bergerak. Sebagai pilihan, anda boleh menggunakan pelincir aerosol, tetapi anda juga boleh bertahan dengan yang biasa, seperti Litol. Penggunaan pelincir tebal tidak digalakkan, kerana serpihan dan habuk melekat padanya. Jika pelincir aerosol digunakan, maka faktor ini boleh dihapuskan.
Satu-satunya, bahagian badan yang licin, juga memerlukan pelinciran. Pelinciran yang kerap akan memastikan pergerakan lancar.
Walaupun begitu, barang yang dibeli pastinya harus diperiksa untuk kualiti pemasangan dan kehadiran pelincir.
Malangnya, tidak semua pengeluar, terutamanya yang domestik, mengambil berat tentang kualiti binaan. Terdapat kes apabila, selepas jam pertama operasi, skru atau skru ditanggalkan daripada produk kerana ia tidak diketatkan dengan betul.
Pelarasan kelajuan putaran
Pengendalian mana-mana alat dikaitkan dengan syarat tertentu yang berkaitan, pertama sekali, dengan sifat bahan yang sedang diproses. Ia boleh menjadi papan lapis, bahan komposit atau kayu biasa. Bergantung pada ini, kelajuan putaran pada perkakas elektrik ditetapkan. Sebagai peraturan, helaian data teknikal sentiasa menunjukkan parameter operasi peranti, bergantung pada ciri teknikal dan ciri permukaan yang sedang diproses, serta pemotong yang digunakan.
 Penunjuk kelajuan pemprosesan apabila menggunakan pelbagai pemotong.
Penunjuk kelajuan pemprosesan apabila menggunakan pelbagai pemotong. Membetulkan pemotong
Perkara pertama yang bermula dengan kerja ialah memasang dan mengamankan pemotong. Pada masa yang sama, anda harus mematuhi peraturan asas - semua kerja dilakukan dengan palam kord dikeluarkan dari soket.
Pemotong dipasang mengikut tanda tertentu, dan jika ia hilang, maka ke kedalaman tidak kurang daripada * panjang pemotong itu sendiri. Cara memasang pemotong pada model tertentu boleh didapati dalam arahan, yang mesti disertakan dalam dokumen teknikal untuk peranti. Hakikatnya ialah setiap model boleh mempunyai sendiri ciri reka bentuk dan tidak mungkin untuk membincangkan perkara ini dalam artikel.
 Memasang pemotong pada peranti sebelum memulakan kerja.
Memasang pemotong pada peranti sebelum memulakan kerja. Terdapat kedua-dua model yang mudah dan lebih "maju", seperti yang mereka katakan. Sesetengah model mempunyai butang kunci putaran aci, yang memudahkan pemasangan pemotong. Sesetengah model, terutamanya mahal, dilengkapi dengan ratchet. Oleh itu, tidak mungkin untuk menerangkan secara khusus proses memasang pemotong, dan ia tidak masuk akal, kerana semua orang yang biasa dengan operasi peranti sedemikian akan memikirkannya seketika.
Pelarasan kedalaman pengilangan
Setiap model mempunyai kedalaman pengilangan maksimumnya sendiri. Pada masa yang sama, tidak selalunya kedalaman maksimum yang diperlukan, tetapi kedalaman tertentu yang ditetapkan sebelum bekerja. Walaupun kedalaman maksimum diperlukan, untuk tidak membebankan peranti, proses pengilangan dibahagikan kepada beberapa peringkat, mengubah kedalaman pengilangan dalam langkah. Untuk pelarasan, hentian khas disediakan - pengehad. Secara struktur, ia dibuat dalam bentuk cakera yang terletak di bawah bar, di mana hentian pelbagai panjang ditetapkan. Bilangan kaki sedemikian boleh dari tiga hingga tujuh, dan ini tidak bermakna semakin banyak, semakin baik. Adalah lebih baik jika ada kemungkinan untuk menyesuaikan setiap kaki, walaupun bilangannya adalah minimum. Untuk memastikan perhentian ini dalam kedudukan optimum, anda harus menggunakan kunci dalam bentuk bendera.
Proses untuk melaraskan kedalaman pengilangan adalah seperti berikut:

 Oleh itu, bahan kerja dikisar ke kedalaman tertentu.
Oleh itu, bahan kerja dikisar ke kedalaman tertentu. Pada model yang berkualiti tinggi dan mahal terdapat roda untuk pelarasan tepat kedalaman pengilangan.
 Menggunakan roda ini, anda boleh menetapkan kedalaman dengan lebih tepat tanpa mengganggu tetapan sebelumnya.
Menggunakan roda ini, anda boleh menetapkan kedalaman dengan lebih tepat tanpa mengganggu tetapan sebelumnya. Roda ini (hijau dalam foto di atas) membolehkan anda melaraskan kedalaman dalam had yang kecil.
Pemotong pengilangan untuk alat pengilangan tangan

Pemotong ialah alat pemotong, yang mungkin mempunyai bentuk yang rumit. Sebagai peraturan, semua pemotong direka untuk pergerakan putaran dan oleh itu mempunyai bentuk silinder. Batang pemotong, yang diapit dalam collet, mempunyai bentuk yang sama. Sesetengah pemotong dilengkapi dengan penggelek tujahan, supaya jarak antara permukaan pemotongan dan bahan yang sedang diproses kekal malar.
Pemotong pengilangan dibuat hanya daripada logam berkualiti tinggi dan aloinya. Sekiranya anda perlu memproses kayu lembut, maka pemotong HSS akan melakukannya, dan jika anda perlu memproses kayu keras, maka lebih baik menggunakan pemotong yang diperbuat daripada aloi HM yang lebih keras.
Setiap pemotong mempunyai sendiri spesifikasi teknikal, yang menyediakannya dengan kerja yang berkualiti tinggi dan jangka panjang. Penunjuk utama ialah kelajuan maksimum putarannya, yang tidak boleh dianggarkan terlalu tinggi, jika tidak, pecahannya tidak dapat dielakkan. Jika pemotong itu kusam, anda tidak boleh cuba mengasahnya sendiri. Mengasah pemotong dijalankan menggunakan peralatan khas yang mahal. Lagipun, anda bukan sahaja perlu mengasah pemotong, tetapi juga untuk mengekalkan bentuknya, yang tidak kurang pentingnya. Oleh itu, jika atas sebab tertentu pemotong menjadi kusam, ia akan menjadi lebih murah untuk membeli yang baru.
Pemotong yang paling popular
Terdapat pemotong yang digunakan dalam kerja lebih kerap daripada yang lain. Contohnya:

 Acuan alur direka bentuk untuk mencipta ceruk di mana-mana lokasi pada bahan kerja.
Acuan alur direka bentuk untuk mencipta ceruk di mana-mana lokasi pada bahan kerja. Terdapat pemotong yang ringkas, monolitik, diperbuat daripada sekeping logam, dan terdapat penyetel taip. Pemotong set terdiri daripada shank, yang berfungsi sebagai asas untuk satu set elemen pemotongan. Dengan memilih satah pemotongan dan memasangnya pada batang, menggunakan pencuci pelbagai ketebalan, anda boleh membentuk pelepasan sewenang-wenangnya pada permukaan bahan kerja.
 Pemotong set ialah satu set permukaan pemotongan dan pencuci yang membolehkan anda memasang pemotong mengikut bentuk yang diingini.
Pemotong set ialah satu set permukaan pemotongan dan pencuci yang membolehkan anda memasang pemotong mengikut bentuk yang diingini. Sebenarnya, terdapat banyak pemotong dan ini hanya sebahagian kecil daripada apa yang dihasilkan. Semua pemotong berbeza dalam diameter batang, diameter permukaan pemotongan, ketinggiannya, lokasi pisau, dll. Bagi peralatan pengilangan manual, ia cukup untuk mempunyai satu set lima pemotong yang paling popular. Jika perlu, anda boleh membelinya pada bila-bila masa.
Peraturan untuk bekerja dengan alat pengilangan tangan
Bekerja dengan alat kuasa memerlukan peraturan khas, terutamanya apabila terdapat elemen berputar dengan cepat. Di samping itu, sebagai hasil kerja, cip terbentuk yang terbang ke semua arah. Walaupun fakta bahawa kebanyakan model dilengkapi dengan perisai pelindung, ini tidak melindungi sepenuhnya daripada aliran cip. Oleh itu, adalah lebih baik untuk bekerja dengan alat sedemikian memakai cermin mata keselamatan.
 Foto menunjukkan model di mana pembersih vakum disambungkan untuk mengeluarkan cip.
Foto menunjukkan model di mana pembersih vakum disambungkan untuk mengeluarkan cip. Keperluan am
Jika anda memenuhi keperluan asas kerja selamat dengan penghala tangan elektrik, hasil akhirnya akan menggembirakan anda dengan kualiti kerja dan hasil yang selamat. Ini adalah syarat-syaratnya:

Keperluan itu tidak begitu rumit dan agak boleh dilaksanakan, tetapi mengabaikannya bermakna meletakkan diri anda dalam bahaya. Dan satu lagi perkara, tidak kurang pentingnya, adalah keupayaan untuk memegang alat pengilangan di tangan anda dan merasakan bagaimana ia berfungsi. Sekiranya getaran yang serius dirasakan, maka anda perlu berhenti dan menganalisis sebab-sebabnya. Ada kemungkinan pemotong itu kusam atau terdapat simpulan. Kadang-kadang perlu untuk menetapkan kelajuan putaran pemotong dengan betul. Di sini anda boleh mencuba: sama ada menambah kelajuan atau mengurangkannya.
Pemprosesan tepi: menggunakan templat
Pemprosesan tepi papan kayu Adalah lebih baik untuk melakukannya pada pelukis permukaan. Jika ini tidak mungkin, maka anda boleh menggunakan penghala tangan, walaupun ini akan mengambil sedikit masa. Kerja-kerja ini dijalankan tanpa templat dan dengan templat. Sekiranya tidak ada kemahiran atau sangat sedikit daripada mereka, maka lebih baik menggunakan templat. Untuk pemprosesan tepi, pemotong tepi lurus digunakan, kedua-duanya dengan satu galas di hujung bahagian pemotongan dan dengan galas pada permulaan (lihat foto).
 Pemotong tepi.
Pemotong tepi. Anda boleh menggunakan papan yang telah diproses atau objek rata lain sebagai templat. Selain itu, panjang templat mestilah lebih besar daripada panjang bahan kerja, kedua-dua pada permulaan dan pada akhir bahan kerja yang sedang diproses. Ini akan mengelakkan ketidaksamaan pada permulaan tepi dan pada akhir. Perkara yang paling penting di sini ialah templat atau objek yang bertindak sebagai templat mempunyai permukaan yang licin dan sekata. Di samping itu, ketebalannya tidak boleh lebih besar daripada jurang yang terletak di antara galas dan bahagian pemotongan.
Lebar bahagian kurang daripada panjang bahagian pemotongan
Lebih-lebih lagi, semakin panjang bahagian pemotongan, semakin sukar untuk bekerja dengan alat itu, kerana lebih banyak usaha diperlukan. Dalam hal ini, adalah lebih baik untuk mula bekerja dengan pemotong yang mempunyai panjang purata bahagian pemotongan. Prinsip operasi untuk pemprosesan tepi adalah seperti berikut:
- Templat dilekatkan supaya ia berada pada ketinggian yang dikehendaki dan mempunyai permukaan mendatar yang rata.
- Templat dipasang dengan kukuh pada meja atau permukaan lain.
- Pemotong dengan penggelek dipasang supaya penggelek bergerak di sepanjang templat, dan pemotong (bahagian pemotongan) bergerak di sepanjang bahan kerja. Untuk melakukan ini, lakukan semua manipulasi yang diperlukan dengan templat, bahan kerja dan alat.
- Pemotong dipasang dalam kedudukan kerja dan diapit.
- Selepas ini, alat dihidupkan dan bergerak di sepanjang templat. Dalam kes ini, anda harus memutuskan kelajuan pergerakan, yang ditentukan oleh kedalaman pemprosesan.
- Unit pengilangan boleh sama ada ditolak atau ditarik, bergantung pada apa yang sesuai untuk anda.
Selepas pas pertama, anda harus berhenti dan menilai kualiti kerja. Jika perlu, hantaran lain boleh dibuat dengan melaraskan kedudukan alat. Jika kualitinya memuaskan, maka pengapit dikeluarkan, membebaskan bahan kerja.
Menggunakan pendekatan ini, adalah mungkin untuk mengeluarkan suku di sepanjang tepi atau di beberapa bahagiannya. Ini dilakukan dengan menetapkan tepi pemotongan supaya ia meluas ke kedalaman yang diperlukan ke dalam bahagian.
 Tangkapan suku pada muka depan perabot.
Tangkapan suku pada muka depan perabot. Jika anda menggantikan pemotong dengan yang berbentuk dan menggerakkan panduan, serta menggunakan hentian, anda sebenarnya boleh menggunakan corak membujur pada bahagian tersebut (gambar di bawah).
 Menggunakan corak bergambar membujur pada bahan kerja.
Menggunakan corak bergambar membujur pada bahan kerja. Jika anda menggunakan teknik pengilangan yang serupa (dengan templat), anda boleh dengan mudah menguasai teknik bekerja dengan kayu secara umum. Selepas beberapa lama, anda boleh meninggalkan templat, kerana memasangnya memerlukan banyak masa berguna.
 Cara membuat tepi lurus tanpa templat: anda tidak boleh melakukan ini tanpa pengalaman.
Cara membuat tepi lurus tanpa templat: anda tidak boleh melakukan ini tanpa pengalaman. Lebar bahagian lebih besar daripada panjang bahagian pemotongan
Selalunya, ketebalan bahan kerja lebih besar daripada panjang bahagian pemotongan pemotong. DALAM dalam kes ini teruskan seperti berikut:
- Selepas pas pertama, templat dikeluarkan dan pas lain dibuat. Dalam kes ini, templat akan menjadi bahagian yang telah diproses. Untuk melakukan ini, galas dipandu sepanjang permukaan mesin. Jika bahagian pemotongan hilang sekali lagi, maka hantaran lain perlu dibuat.
- Untuk pemprosesan akhir anda harus mengambil pemotong dengan galas di hujungnya, dan bahan kerja hendaklah diterbalikkan, selepas itu ia diikat dengan pengapit. Akibatnya, galas akan bergerak di sepanjang permukaan mesin. Pendekatan ini memungkinkan untuk memproses bahagian tebal.
 Galas dipandu sepanjang permukaan mesin, dan bahagian canggih memproses bahan kerja yang lain.
Galas dipandu sepanjang permukaan mesin, dan bahagian canggih memproses bahan kerja yang lain. Untuk menguasai kerja alat pengisar tangan, anda memerlukan banyak kosong kasar, yang anda tidak keberatan membuangnya kemudian. Tiada siapa yang berjaya pada kali pertama. Untuk mencapai apa-apa, anda perlu berlatih bersungguh-sungguh.
Mencapai Pelbagai Bentuk Tepi
Jika tepi bergambar diperlukan, yang kemungkinan besar perlu, maka perhatikan terlebih dahulu keadaan tepi ini. Jika ia tidak sekata, maka anda perlu meratakannya dan hanya kemudian mula membentuk tepi melengkung dengan memilih pemotong yang sesuai.
 Tepi bulat.
Tepi bulat. Ia adalah perlu untuk menyediakan permukaan supaya pemotong tidak menyalin kelengkungan di mana roller akan bergerak. Dalam kes ini, urutan tindakan diperlukan, jika tidak, hasil yang positif tidak akan berfungsi.
Jika anda perlu memproses permukaan melengkung secara terang-terangan, maka anda tidak boleh melakukannya tanpa templat. Ia boleh dipotong daripada papan lapis, kira-kira 10 mm tebal, dengan terlebih dahulu menggunakan corak dan memotong templat dengan jigsaw. Tepi templat mesti disempurnakan menggunakan penghala tangan.
Mesin pengilangan direka untuk memproses permukaan rata dan berbentuk luaran dan dalaman, memotong alur, memotong benang luaran dan dalaman, gear, dsb. Ciri khas mesin ini ialah alat kerja - pemotong penggilingan, yang mempunyai banyak bilah pemotong. Pergerakan utama ialah putaran pemotong, dan suapan adalah pergerakan produk bersama-sama dengan meja di mana ia dipasang. Semasa proses pemesinan, setiap bilah pemotong mengeluarkan cip semasa sebahagian kecil daripada revolusi pemotong, dan bahagian cip berubah secara berterusan daripada yang terkecil kepada yang terbesar. Terdapat dua kumpulan mesin penggilingan: tujuan umum(contohnya, pengilangan mendatar, menegak dan membujur) dan khusus (contohnya, pengilangan salinan, gear hobbing).
Bergantung pada bilangan darjah kebebasan pergerakan meja, terdapat penggilingan julur (tiga pergerakan - membujur, melintang dan menegak), penggilingan bukan julur (dua pergerakan - membujur dan melintang), penggilingan membujur (satu pergerakan - mesin membujur) dan pengilangan berputar (satu pergerakan - suapan kerja bulat). Semua mesin ini mempunyai pemacu utama yang sama, yang menyediakan pergerakan putaran gelendong, dan pemacu suapan yang berbeza.
Mesin pengilangan salinan digunakan untuk memproses satah kompleks spatial menggunakan kaedah penyalinan menggunakan templat. Sebagai contoh, kita boleh menyebut permukaan acuan, acuan mampatan, pendesak turbin hidraulik, dsb. mesin sejagat memproses permukaan sedemikian adalah terlalu sukar atau bahkan mustahil. Variasi mesin yang paling biasa ini ialah mesin penyalin elektrik, yang mempunyai kawalan penjejakan elektrik.
Reka bentuk mesin pengisar universal model 6N81 ditunjukkan dalam Rajah 1. Mesin ini direka untuk mengisar pelbagai bahagian dengan saiz yang agak kecil.
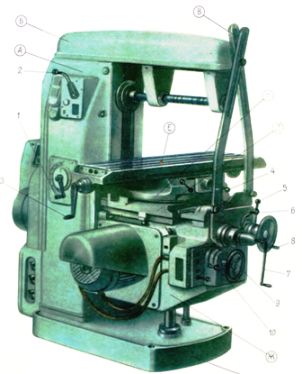
nasi. 1 Reka bentuk mesin pengisar universal model 6N81
Perumahan kepala gelendong mengandungi motor gelendong, kotak gear dan gelendong untuk pemotong. Kepala gelendong bergerak di sepanjang panduan lintasan sepanjang paksinya, dan lintasan, seterusnya, bergerak di sepanjang pendirian tetap yang mempunyai panduan menegak.
Oleh itu, mesin mempunyai tiga pergerakan yang saling berserenjang: pergerakan mendatar meja, pergerakan menegak kepala gelendong bersama-sama dengan lintasan, dan pergerakan melintang kepala gelendong di sepanjang paksinya. Pemprosesan volumetrik dijalankan menggunakan jahitan mendatar atau menegak. Alat kerja: kilang silinder jari dan kon atau hujung.
Peralatan elektrik mesin pengilangan termasuk pemacu pergerakan utama, pemacu suapan, pemacu pergerakan tambahan, pelbagai alat kawalan elektrik, pemantauan dan perlindungan, sistem penggera dan pencahayaan mesin tempatan.
Pemacu elektrik mesin pengilangan
Pandu pergerakan utama mesin pengilangan: motor sangkar tupai tak segerak; motor tak segerak dengan pensuisan kutub. Brek: suis balas menggunakan elektromagnet. Jumlah julat kawalan (20 - 30): 1.
Pemacu suapan: mekanikal dari litar pergerakan utama, motor sangkar tupai tak segerak, motor tukar tiang (pergerakan meja mesin pengisar membujur), sistem G-D (pergerakan meja dan suapan kepala mesin pengisar membujur), sistem G-D dengan EMU (pergerakan jadual mesin pengilangan membujur); pemacu tritor, pemacu hidraulik boleh laras. Julat kawalan am 1: (5 - 60).
Pemacu tambahan digunakan untuk: pergerakan pantas kepala pengilangan, pergerakan palang (untuk mesin pengilangan membujur); mengapit palang; pam penyejuk; pam pelinciran, pam hidraulik.
Untuk mesin pengilangan mendatar, motor elektrik bebibir biasanya dipasang pada dinding belakang katil, dan untuk mesin pengilangan menegak, ia paling kerap dipasang secara menegak di bahagian atas katil. Penggunaan motor elektrik yang berasingan untuk memacu suapan sangat memudahkan reka bentuk mesin pengilangan. Ini boleh diterima apabila operasi pemotongan gear tidak dilakukan pada mesin. Sistem kawalan program kitaran adalah biasa pada mesin pengilangan. Mereka digunakan untuk membentuk segi empat tepat. Digunakan secara meluas sistem nombor kawalan perisian untuk memproses kontur melengkung.
Dalam mesin pengisar membujur, motor sangkar tupai tak segerak yang berasingan dan kotak gear berbilang peringkat biasanya digunakan untuk memacu setiap gelendong. Julat kawalan kelajuan pemacu gelendong mencapai sehingga 20: 1. Litar kawalan untuk motor gelendong yang tidak terlibat dalam pemprosesan bahagian dimatikan oleh suis kawalan. Pemacu gelendong yang sedang berjalan dihentikan hanya selepas suapan dihentikan sepenuhnya. Untuk melakukan ini, geganti masa dipasang di litar. Motor suapan hanya boleh dimulakan selepas motor gelendong dihidupkan.
Pemacu meja mesin pengilangan longitudinal berat mesti menyediakan kadar suapan dari 50 hingga 1000 mm/min. Di samping itu, adalah perlu untuk menggerakkan meja dengan cepat pada kelajuan 2 - 4 m/min dan perlahan-lahan bergerak apabila menetapkan mesin pada kelajuan 5 - 6 mm/min. Julat keseluruhan kawalan kelajuan pemacu meja mencapai 1: 600.
Pada mesin pengilangan longitudinal berat, pemacu elektrik adalah perkara biasa. sistem G-D dengan EMU. Pemacu elektrik untuk headstock menegak dan mendatar (sisi) adalah serupa dengan pemacu meja, tetapi mempunyai kuasa yang jauh lebih kecil. Jika pergerakan serentak kepala stok tidak diperlukan, maka unit penukar biasa digunakan untuk memacu semua stok kepala. Pengurusan sedemikian adalah lebih mudah dan kos lebih murah. Pergerakan paksi gelendong dilakukan oleh pemacu suapan yang sama. Untuk melakukan ini, rantai kinematik ditukar dengan sewajarnya. Mesin pengilangan longitudinal berat dengan portal boleh alih juga menggunakan motor elektrik yang berasingan untuk menggerakkannya.
Untuk meningkatkan kelancaran beberapa mesin pengilangan, roda tenaga digunakan. Ia biasanya dipasang pada aci pemacu pemotong. Dalam mesin hobbing gear, surat-menyurat yang diperlukan antara pergerakan utama dan pergerakan suapan dipastikan dengan menyambung secara mekanikal rantai suapan dengan rantai pergerakan utama.
Peralatan elektrik mesin pemotong gear. Pemacu gerakan utama: motor sangkar tupai tak segerak. Pemacu suapan: mekanikal dari rantai pergerakan utama. Pemacu tambahan digunakan untuk: pergerakan pantas pendakap dan pendirian belakang, pergerakan kepala pengilangan, bahagian tunggal, putaran meja, pam penyejuk, pam pelinciran, pam pemunggah hidraulik (untuk mesin berat).
Peranti elektromekanikal dan interlock khas: peranti untuk mengira bilangan kitaran, peranti automatik untuk mengimbangi haus alatan dimensi.
Sebilangan mesin pemprosesan gear menggunakan peranti pengiraan. Ia digunakan pada mesin pencukur untuk mengira pas, pada mesin untuk gear pra-memotong, untuk mengira bilangan bahagian dan untuk mengira bilangan bahagian yang diproses.
Dalam mesin membentuk gear, pergerakan salingan utama dilakukan melalui engkol dan gear sipi. Peralatan elektrik mesin membentuk gear tidak rumit. Mohon pemula magnet Dengan kawalan tambahan"tolak" (untuk pelarasan). Pemacu paling kerap dibrek oleh elektromagnet.
Dalam Rajah. 2. menunjukkan rajah litar elektrik model mesin pengisar 6Р82Ш
nasi. 2. Gambar rajah litar elektrik mesin pengisar (klik pada imej untuk membesarkan)
Tempat kerja diterangi oleh lampu pencahayaan tempatan yang dipasang di sebelah kiri katil mesin. Konsol mengandungi elektromagnet untuk pergerakan pantas. dipasang pada konsol pada konsol dan sebelah kiri bingkai. Semua peranti kawalan terletak pada empat panel, di bahagian depan yang mana pemegang kawalan berikut terletak: S1 - suis input; S2 (S4) - suis pembalik gelendong; S6 - suis mod; S 3 - suis penyejuk. Mesin 6Р82Ш dan 6Р83Ш, tidak seperti mesin lain, mempunyai dua motor elektrik untuk memacu gelendong mendatar dan berputar.
Gambar rajah elektrik membolehkan anda bekerja pada mesin dalam mod berikut: kawalan dari pemegang dan butang kawalan, kawalan automatik pergerakan membujur meja, meja bulat. Mod pengendalian dipilih menggunakan suis S6. Motor elektrik suapan dihidupkan dan dimatikan daripada pemegang yang bertindak pada suis had untuk suapan membujur (S17, S19), suapan menegak dan melintang (S16, S15).
Spindle dihidupkan dan dimatikan menggunakan butang "Mula" dan "Berhenti", masing-masing. Apabila anda menekan butang "Berhenti", serentak dengan motor gelendong dimatikan, motor suapan juga dimatikan. Jadual bergerak dengan pantas apabila anda menekan butang "Cepat" S12 (S13). Brek motor elektrik gelendong adalah elektrodinamik. Apabila anda menekan butang S7 atau S8, penyentuh K2 dihidupkan, yang menyambungkan belitan motor ke punca DC, dibuat pada penerus. Butang S7 atau S8 mesti ditekan sehingga motor berhenti sepenuhnya.
Kawalan automatik mesin pengilangan dijalankan menggunakan sesondol yang dipasang di atas meja. Apabila meja bergerak, sesondol, bertindak pada pemegang suis suapan membujur dan gegancu atas, membuat suis yang diperlukan dalam litar elektrik menggunakan suis had. Litar elektrik beroperasi dalam kitaran automatik - pendekatan pantas - suapan berfungsi - pengeluaran pantas. Putaran meja bulat dijalankan daripada motor elektrik suapan, yang dimulakan oleh penyentuh K6 serentak dengan motor elektrik gelendong. Pergerakan pantas meja bulat berlaku apabila butang "Cepat" ditekan, yang menghidupkan penyentuh K3 elektromagnet berkelajuan tinggi.
Operasi mana-mana peralatan moden, termasuk peralatan, adalah mustahil tanpa arus elektrik.
Oleh itu, sebagai tambahan kepada bahagian mekanikal peranti, mesti ada juga yang elektrik. Ia dibina mengikut corak tertentu.
Spesies
Terdapat jenis litar elektrik berikut:
- struktur, yang menentukan hubungan bahagian peralatan elektrik;
- berfungsi, mentakrifkan proses elektrik dalam unit berasingan, sepenuhnya untuk mesin CNC;
- asas, yang mencerminkan semua elemen dan memberikan idea tentang prinsip operasi;
- sambungan pelan pemasangan untuk sambungan elektrik;
- lokasi bahagian peranti elektrik, konduktor dan produk kabel.
Dokumentasi teknikal peranti biasanya mengandungi gambar rajah litar dan gambar rajah susun atur peralatan elektrik. Ia dijalankan tanpa mematuhi skala dan tanpa menunjukkan bagaimana elemen individu sebenarnya terletak.
Keperluan am untuk membuat litar elektrik
Gambar rajah elektrik mesin CNC (kita bercakap tentang yang asas) biasanya menggambarkan setiap elemen peralatan elektrik yang mengambil bahagian dalam proses teknologi atau mengawal alirannya. Adalah lazim untuk meletakkan litar kuasa di sebelah kiri, menunjukkan tempat pada rajah dengan garis tebal, dan untuk litar kawalan, ia digambarkan di sebelah kanan sebagai garis nipis. Apabila melukis rajah, secara konvensional diandaikan bahawa semua elemen litar berada dalam keadaan mati.
Elemen-elemen mempunyai perwakilan skematik; ia diberi sebutan kedudukan dalam bentuk huruf. Dalam kes satu motor elektrik - M, dan jika terdapat beberapa daripadanya - M1, M2, M3 (dalam huruf dan ungkapan berangka). Jika rajah susun atur dibina, semua yang berkaitan dengan peralatan elektrik direkodkan padanya (dalam imej berskala besar). Terdapat garis nipis di mana terdapat ruang untuk menyambung elemen - wayar dan kabel. Gambar rajah sedemikian dibina untuk mewakili pemotong pengilangan; ia dilengkapi dengan kabinet elektrik dan panel kawalan mesin.
Sebagai contoh litar peralatan kuasa peranti yang dikawal secara berangka, seseorang boleh membayangkan perkara berikut:

Peralatan elektrik moden mempunyai sangat litar kompleks, dan membacanya tidak selalunya mudah. Dan keadaan itu dijelaskan oleh fakta bahawa sebagai tambahan kepada motor elektrik, geganti, pemula dan penyentuh, mesin itu termasuk banyak cara automatik, peralatan komputer, dan unit peralatan mikroelektronik. Mesin yang berbeza, secara keseluruhan, mempunyai komponen elektrik yang sama dan, pada masa yang sama, berbeza dalam ciri fungsi blok.
Ciri-ciri litar elektrik mesin pengilangan 6P82
Mari kita cuba memahami litar elektrik mesin pengisar julur mendatar 6P82. Ia diwakili oleh blok berikut:
- rangkaian bekalan dengan voltan 380 V, arus ulang alik dengan frekuensi 50 Hz;
- litar kawalan dengan voltan 110 V ( AC); 65 V (DC);
- pencahayaan tempatan dengan voltan 24 V;
- jumlah arus undian bagi motor elektrik yang beroperasi secara serentak ialah 20 A dan arus undian peranti perlindungan ialah 63 A.
DALAM dokumentasi teknikal had penggunaan peralatan pada mesin berbanding dengan kuasa dan beban kuasa dirumuskan. Jika ia menghasilkan lebih daripada 63 rpm, maka had penggunaan pemacu utama dihadkan hanya oleh kuasa undian motor elektrik.
Ia juga perlu untuk menamakan komponen utama litar elektrik mesin pengilangan: motor dengan pemacu, papan antara muka, komputer atau komputer riba, bekalan kuasa dan butang untuk berhenti kecemasan mesin.
Pilihan pemasangan sendiri
Bagi mereka yang memasang mesin CNC dengan tangan mereka sendiri, terdapat pilihan lain untuk memasang elektrik pada mesin. Anda boleh membeli kit siap yang mengandungi tiga motor Nema dan bilangan pemandu yang sama yang sesuai dengannya; pengubah injak turun untuk menjana kuasa litar kawalan dan papan suis untuk bekalan kuasa (36 V). Anda boleh menggunakan kit lain semasa memasang mesin sendiri.
Elektronik mesin hendaklah dilaksanakan pada satu papan. Seluruh set elemen luaran disambungkan di sana, menggunakan penyambung dan blok terminal:
- SD, suis had pada setiap paksi;
- soket untuk menghidupkan pemacu utama (DREMEL 300 adalah mungkin);
- kipas yang diambil dari pembersih vakum mini, pengubah untuk bekalan kuasa;
- penyambung yang menyediakan sambungan ke PC melalui port LPT.

Hampir semua komponen boleh dikeluarkan dengan mudah dari papan komputer lama, Spektrum - PC pertama, serta suis rangkaian usang.
Litar ini termasuk unit kawalan CNC (pengaktifan perisian gelendong) dan penuh dengan sambungan tambahan untuk alatan dan penderia. KEPADA port komputer LPT disambungkan melalui kabel standard. Elektronik mesin tidak memerlukan penyejukan paksa dan tidak panas.
Semua elektronik untuk CNC terletak di ceruk di bahagian belakang mesin dan ditutup dengan panel untuk mengelakkan habuk dan kotoran.
Apabila berurusan dengan elektronik semasa memasang CNC dengan tangan anda sendiri, anda perlu memilih sumber kuasa yang betul. Sebagai contoh, untuk SD anda boleh menggunakan unit 12 V dan arus 3A. Blok dengan voltan 5 V dengan arus 0.3A diperlukan untuk menghidupkan cip pengawal. Bagaimana untuk melakukan pengiraan bekalan kuasa? Terdapat formula mudah - 3x2x1=6A, di mana 3 ialah bilangan motor yang terlibat (di sepanjang paksi X, Y dan Z); 2 – bilangan belitan berkuasa, 1 A – kekuatan semasa.

Reka bentuk pengawal kawalan adalah sangat mudah gambarajah skematik, boleh dipasang daripada tiga litar mikro, dan ia tidak memerlukan perisian tegar. Oleh itu, mesin pengilangan CNC yang baik boleh dicipta oleh seseorang yang mempunyai pengetahuan yang sedikit tentang elektrik dan elektronik.
Pemacu SD mengawal penguat 4 saluran. Ia diperbuat daripada 4 transistor.
Varian litar mikro bersiri juga digunakan, seperti ULN 2004 (untuk 9 kekunci), kekuatan semasa 0.5 - 0.6A.
Pemacu boleh dikawal menggunakan program vri-cnc. Anda hanya perlu mencari arahan tentang cara menggunakannya di laman web rasmi. Untuk kawalan am mesin, program Kcam dan Mach3 digunakan, yang membezakan antara format fail yang berbeza untuk proses pengilangan dan penggerudian.
Pendekatan baru untuk peralatan mesin
Hanya peralatan yang boleh dipercayai dengan kawalan mudah akan memastikan pengilangan atau ukiran berkualiti tinggi permukaan bahagian dan bahan kerja.
Sebagai contoh, pemenang pro CNC kayu satah satah mana-mana spesies sepanjang empat satah bahan kerja dan menghasilkan pelbagai jenis profil. Apa yang menarik terutamanya mengenainya ialah prinsip membina dalam modul. Ini bermakna bahawa adalah mungkin untuk mengubah ciri-ciri peralatan, secara maksimum menyesuaikannya dengan keperluan pelanggan.
Dalam setiap siri alat mesin, adalah realistik untuk memperkenalkan pengubahsuaian yang berbeza dalam bilangan gelendong, mempunyai kuasa motor elektrik yang berbeza, dan oleh itu kadar suapan bahan kerja. Pelanggan mempunyai peluang untuk memesan susun atur mesin, mengikut keperluan, dengan litar elektrik baru.

Oleh itu, sebelum menyambungkan mesin ke sistem kuasa, adalah lebih baik untuk memeriksa sama ada parameter betul-betul sepadan dengan ciri rangkaian. Ini adalah tanggungjawab langsung juruelektrik. Diperlukan rangkaian tiga fasa dengan voltan 380 V dan frekuensi 50 Hz, pembumian diperlukan. Kabel kuasa (dengan keratan rentas sekurang-kurangnya 16 mm) dibekalkan kepada peralatan dalam paip atau hos logam supaya ia tidak rosak semasa operasi.
Mesin CNC ini adalah yang terbaik yang telah dicipta hari ini. Ia menyediakan pengilangan berkualiti tinggi dan ukiran permukaan bahagian, pemprosesan ketepatan tinggi elemen yang ditentukan oleh program (arahan G601 untuk mengaktifkan langkah berlaku hanya dengan kedudukan yang tepat).
Kesimpulan
Pengetahuan yang baik tentang litar elektrik, membaca lukisan - ini adalah kemahiran yang semua orang baginya kawalan berangka dan program bukanlah frasa yang menarik, tetapi kerja harian pada bekalan kuasa peralatan boleh atur cara dan peralatan robotik.
Kembangkan fungsi alatan kuasa tangan, untuk menjadikan penggunaannya lebih mudah, selesa dan selamat, aksesori untuk penghala tangan boleh digunakan. Model bersiri peranti sedemikian agak mahal, tetapi anda boleh menjimatkan pembelian mereka dan membuat peranti untuk melengkapkan penghala kayu dengan tangan anda sendiri.
Pelbagai jenis lampiran boleh menjadikan penghala tangan menjadi alat yang benar-benar universal.
Tugas utama yang diselesaikan oleh alat pengisar adalah untuk memastikan bahawa alat diposisikan berhubung dengan permukaan yang dimesin dalam kedudukan spatial yang diperlukan. Beberapa lampiran mesin pengilangan yang paling biasa digunakan datang standard dengan mesin pengilangan. Model-model yang mempunyai tujuan yang sangat khusus dibeli secara berasingan atau dibuat dengan tangan. Pada masa yang sama, banyak peranti untuk penghala kayu mempunyai reka bentuk sedemikian yang menjadikannya sendiri tidak menimbulkan masalah khusus. Untuk peranti buatan sendiri untuk penghala tangan, anda tidak memerlukan lukisan - lukisan mereka akan mencukupi.
Antara aksesori untuk penghala kayu yang boleh anda buat sendiri, terdapat beberapa model yang popular. Mari kita lihat mereka dengan lebih dekat.
Koyakkan pagar untuk potongan lurus dan melengkung
Pagar koyak untuk atau permukaan asas lain, membolehkan anda bekerja di dalam kayu potongan lurus berbanding permukaan ini, ia adalah salah satu peranti yang paling popular dan disertakan dalam kit standard bagi banyak model. Menggunakan peranti sedemikian, elemen asas yang, sebagai tambahan kepada meja kerja, boleh menjadi sisi bahan kerja atau rel panduan, alur pada bahan kerja diproses, dan bahagian tepinya juga digiling.

Reka bentuk hentian selari untuk penghala termasuk komponen berikut:
- rod yang dimasukkan ke dalam lubang khas dalam badan pemotong pengilangan;
- skru pengunci, dengan cara rod dipasang pada kedudukan yang diperlukan;
- skru pelarasan halus, yang diperlukan untuk melaraskan jarak dengan lebih tepat paksi pemotong dari permukaan asas;
- pad sokongan yang mana peranti diletakkan pada permukaan asas (dalam sesetengah model hentian selari adalah mungkin untuk menukar jarak antara pad sokongan).
Untuk menyediakan hentian penghala untuk bekerja, anda perlu melakukan perkara berikut:
- masukkan batang henti ke dalam lubang di dasar penghala dan kencangkannya pada kedudukan yang diperlukan dengan skru pengunci;
- Longgarkan skru pengunci dan gunakan skru pelarasan halus untuk melaraskan jarak antara paksi pemotong dan permukaan penyokong lekapan.



Dengan menambah satu bahagian mudah pada pagar koyak, anda boleh menggunakan peranti ini untuk mencipta bukan sahaja potongan lurus, tetapi juga melengkung dalam kayu. Bahagian sedemikian adalah blok kayu, satu sisinya lurus, dan di sisi lain terdapat ceruk bulat atau sudut. Ia diletakkan di antara pad sokongan hentian dan permukaan asas bahan kerja kayu yang diproses, yang mempunyai bentuk melengkung.
Dalam kes ini, secara semula jadi, bahagian lurus blok harus terletak pada pad sokongan peranti, dan sisi dengan takuk harus terletak pada permukaan dasar melengkung. Anda harus bekerja dengan hentian selari, juga dilengkapi dengan blok sedemikian, dengan sangat berhati-hati, kerana kedudukan penghala itu sendiri dalam kes ini akan menjadi agak tidak stabil.

Rel panduan
Rel panduan, seperti pagar koyak, memastikan pergerakan linear penghala berbanding permukaan asas semasa pemprosesan kayu. Sementara itu, tidak seperti hentian selari, panduan sedemikian untuk penghala boleh terletak di mana-mana sudut ke tepi bahan kerja. Oleh itu, rel panduan boleh memberikan keupayaan untuk menggerakkan penghala dengan tepat semasa pemprosesan kayu dalam hampir mana-mana arah dalam satah mendatar. Rel panduan yang dilengkapi dengan elemen struktur tambahan juga berguna apabila mengisar lubang yang terletak di dalam kayu pada padang tertentu.
Penetapan bar panduan pada meja kerja atau bahan kerja dipastikan oleh pengapit khas. Jika konfigurasi asas peranti tidak termasuk pengapit sedemikian, pengapit biasa akan sesuai untuk tujuan ini. Sesetengah model bar panduan boleh dilengkapi dengan penyesuai khas, yang sering dipanggil kasut. Penyesuai, disambungkan ke pangkal penghala melalui dua batang, meluncur di sepanjang profil tayar semasa pemprosesan dan dengan itu memastikan pergerakan kepala kerja penghala ke arah tertentu.

Peranti pengilangan seperti rel panduan paling baik digunakan bersama dengan pemotong pengilangan, platform sokongan yang dilengkapi dengan kaki boleh laras ketinggian. Ini dijelaskan seperti berikut. Dalam kes di mana permukaan sokongan penghala dan tayar berada dalam satah mendatar yang berbeza, yang boleh berlaku apabila peranti terlalu dekat dengan bahan kerja kayu yang sedang diproses, kaki boleh laras alat memungkinkan untuk menghapuskan percanggahan sedemikian.
Peranti panduan untuk melengkapkan penghala, yang, walaupun kesederhanaan reka bentuknya, akan sangat cekap digunakan, boleh dibuat dengan tangan anda sendiri tanpa banyak kesukaran. Peranti sedemikian yang paling mudah boleh dibuat dari blok kayu panjang, yang diikat pada bahan kerja menggunakan pengapit. Untuk menjadikan peranti ini lebih mudah, anda boleh menambahnya dengan hentian sisi. Jika anda meletakkan dan membetulkan blok serentak pada dua (atau lebih) kepingan kayu, anda boleh mengisar alur pada permukaannya dalam satu laluan.

Kelemahan utama yang membezakan peranti reka bentuk yang diterangkan di atas ialah tidak mudah untuk membetulkan blok dengan tepat berbanding dengan garis pemotongan masa depan. Peranti panduan kedua-dua reka bentuk yang dicadangkan di bawah tidak mempunyai kelemahan sedemikian.
Yang pertama daripada peranti ini ialah peranti yang diperbuat daripada papan yang saling bersambung dan kepingan papan lapis. Untuk memastikan penjajaran peranti ini berkenaan dengan tepi alur yang sedang dibuat, syarat berikut mesti dipenuhi: jarak dari tepi hentian ke tepi papan lapis (tapak) mestilah betul-betul sepadan dengan jarak di mana alatan yang digunakan terletak dari titik melampau pangkalan penghala. Peranti reka bentuk yang dicadangkan digunakan jika pokok diproses dengan pemotong dengan diameter yang sama.

Untuk operasi pengilangan yang dilakukan dengan alat diameter yang berbeza, adalah dinasihatkan untuk menggunakan peranti dengan reka bentuk yang berbeza. Keanehan yang terakhir ialah apabila menggunakannya, penghala bersentuhan dengan hentian dengan keseluruhan tapaknya, dan bukan hanya bahagian tengahnya. Reka bentuk hentian sedemikian termasuk papan lipat pada engsel, yang memastikan kedudukan spatial peranti yang betul berhubung dengan permukaan produk kayu yang sedang diproses. Tujuan papan ini adalah untuk memastikan bahawa hentian ditetapkan pada kedudukan yang diperlukan. Selepas prosedur ini selesai, papan condong ke belakang dan dengan itu membebaskan ruang untuk kepala kerja pemotong pengilangan.

Apabila membuat peranti sedemikian untuk penghala dengan tangan anda sendiri, anda harus ingat bahawa jarak dari pusat alat yang digunakan ke titik melampau pangkal penghala mesti sepadan dengan lebar papan lipat dan jurang antara papan dan hentian, jika ia disediakan dalam reka bentuk peranti. Jika dalam pembuatan peranti ini anda hanya dibimbing oleh tepi pemotong dan tepi alur yang perlu dibentuk dengan bantuannya, peranti sedemikian hanya boleh digunakan dengan pemotong dengan diameter yang sama.
Selalunya, alur dalam kosong kayu perlu digiling merentasi gentian bahan, yang membawa kepada pembentukan tanda pemarkahan. Jumlah pemarkahan boleh dikurangkan dengan peranti yang, dengan menekan gentian di tempat pemotong keluar, tidak membenarkannya terputus dari permukaan kayu yang sedang diproses. Reka bentuk salah satu peranti ini terdiri daripada dua papan, yang disambungkan antara satu sama lain dengan skru pada sudut 90°. Lebar alur yang dibuat dalam peranti sedemikian mesti sepadan dengan lebar ceruk yang dibuat dalam produk kayu, yang mana pemotong dengan diameter yang berbeza digunakan pada sisi hentian yang berbeza.
Satu lagi peranti pengilangan, reka bentuk yang terdiri daripada dua elemen berbentuk L, dipasang pada produk kayu yang sedang diproses dengan pengapit, diperlukan untuk mengisar alur terbuka dan memastikan jumlah minimum pemarkahan semasa pemprosesan.
Salin cincin dan templat
Lengan penyalin untuk penghala ialah peranti dengan tepi menonjol yang meluncur di sepanjang templat dan dengan itu menetapkan pergerakan pemotong ke arah yang diperlukan. Cincin sedemikian boleh dipasang pada dasar penghala dalam pelbagai cara: diskrukan dengan skru, diskrukan ke dalam lubang berulir, dimasukkan dengan sulur khas ke dalam lubang di dasar alat.

Diameter cincin penyalin dan alat yang digunakan harus mempunyai nilai yang hampir, tetapi adalah penting bahawa cincin itu tidak menyentuh bahagian pemotongan pemotong. Jika diameter cincin melebihi saiz melintang pemotong salinan, maka templat sedemikian untuk mengimbangi perbezaan antara saiznya dan diameter alat tidak boleh melebihi saiz bahan kerja.
Templat pengilangan, dibuat dalam bentuk cincin, boleh dipasang pada sekeping kayu menggunakan pita dua sisi dan pengapit, dengan mana kedua-dua bahagian ditekan ke meja kerja. Selepas mengisar mengikut templat, anda harus menyemak sama ada gelang itu ditekan rapat pada tepi templat semasa operasi pengilangan.

Templat pengilangan boleh digunakan bukan sahaja untuk memproses keseluruhan tepi produk, tetapi juga untuk memberikan sudutnya bentuk bulat. Menggunakan templat sedemikian untuk penghala, anda boleh membuat pembulatan pelbagai jejari di sudut produk kayu yang sedang diproses.
Templat yang digunakan untuk bekerja dengan penghala tangan boleh dilengkapi dengan galas atau cincin. Dalam kes kedua, syarat berikut mesti dipenuhi: gelang mesti sepadan dengan diameter pemotong, atau hentian mesti disediakan dalam reka bentuk lekapan yang membolehkan templat dialihkan dari tepi bahan kerja dan dengan itu hilangkan perbezaan antara jejari alatan dan gelang.
Menggunakan templat, yang boleh dilaraskan, anda bukan sahaja boleh mengisar tepi produk kayu yang sedang diproses, tetapi juga membuat alur berbentuk pada permukaannya. Di samping itu, jika anda membuat templat reka bentuk yang sesuai, yang tidak begitu sukar, anda boleh dengan cepat dan tepat memotong alur untuk engsel pintu.
Memotong alur bulat dan elips
Untuk memotong alur dalam bentuk bulatan atau elips dalam kayu dengan penghala tangan, gunakan peranti kompas. Kompas paling mudah untuk penghala terdiri daripada rod. Satu hujungnya disambungkan ke pangkal penghala, dan satu lagi dilengkapi dengan skru dan pin. Pin dimasukkan ke dalam lubang yang bertindak sebagai pusat bulatan, di sepanjang kontur yang mana alur terbentuk. Untuk menukar jejari bulatan alur, yang mana kompas sedemikian digunakan untuk penghala, cukup untuk menggerakkan batang relatif ke pangkal penghala. Lebih mudah digunakan ialah peranti kompas, reka bentuk yang merangkumi dua batang berbanding satu.

Peralatan yang beroperasi pada prinsip kompas adalah jenis peranti yang agak biasa digunakan untuk bekerja dengan penghala. Dengan bantuan mereka, adalah sangat mudah untuk mengisar alur berbentuk dengan jejari kelengkungan yang berbeza. Seperti yang dinyatakan di atas, reka bentuk tipikal peranti sedemikian, yang boleh anda buat sendiri, termasuk skru dengan pin yang boleh bergerak di sepanjang alur peranti dan dengan itu membolehkan anda melaraskan jejari alur yang dibuat.
Dalam kes di mana perlu membuat lubang diameter kecil dengan pemotong penggilingan pada kayu atau bahan lain, jenis peralatan yang berbeza digunakan. Ciri reka bentuk peranti sedemikian, yang dipasang di bahagian bawah pangkalan penghala, ialah pin mereka, dipasang di lubang tengah pada bahan kerja, terletak di bawah pangkalan alat kuasa yang digunakan, dan bukan di luarnya.

Panduan Sudut Pangkalan
Pin pemusatan Pemasangan kompas. Paparan bawah Pemasangan kompas. Paparan atas
Menggunakan peranti khas, anda boleh menggunakan penghala tangan untuk membuat bukan sahaja bulat, tetapi juga lubang bujur dalam kayu. Reka bentuk salah satu peranti ini termasuk:
- tapak yang boleh dipasang pada produk kayu yang sedang diproses dengan cawan sedutan vakum atau skru;
- dua kasut yang bergerak di sepanjang panduan bersilang;
- dua batang pelekap;
- kurungan yang menyambungkan pangkalan peranti ke penghala.
Oleh kerana alur khas dalam kurungan peranti sedemikian, plat asasnya mudah diselaraskan dalam satah yang sama dengan pangkalan penghala. Jika peralatan ini digunakan untuk melakukan pengilangan sepanjang kontur bulat, maka satu kasut digunakan, dan jika sepanjang kontur bujur, maka kedua-duanya. Potongan yang dibuat dengan peranti sedemikian adalah berkualiti tinggi berbanding jika ia dibuat menggunakan jigsaw atau band saw. Ini dijelaskan oleh fakta bahawa pemprosesan dengan pemotong penggilingan yang digunakan dalam kes ini dijalankan oleh alat yang berputar pada kelajuan tinggi.

Peranti untuk mengisar alur yang cepat dan berkualiti tinggi pada permukaan yang sempit
Sesiapa sahaja boleh menjawab persoalan bagaimana membuat alur untuk engsel pintu atau kunci. tukang rumah. Untuk tujuan ini, sebagai peraturan, gerudi dan pahat biasa digunakan. Sementara itu, anda boleh melakukan prosedur ini dengan lebih pantas dan dengan tenaga yang lebih sedikit jika anda mengambil pemotong pengilangan yang dilengkapi dengan peranti khas untuk tujuan ini. Reka bentuk peranti sedemikian, dengan bantuan alur pelbagai lebar boleh dibuat pada permukaan sempit, adalah pangkalan rata yang dipasang pada pangkalan penghala. Pada asas yang boleh mempunyai sama ada bulat atau bentuk segi empat tepat, dua pin dipasang, tugasnya adalah untuk memastikan pergerakan garis lurus pemotong pengilangan semasa pemprosesan.
Keperluan utama yang perlu dipenuhi oleh lampiran pada pemotong pengilangan reka bentuk yang diterangkan di atas ialah paksi pin panduan mestilah sejajar dengan bahagian tengah pemotong yang digunakan untuk memproses kayu. Jika syarat ini selesai, maka alur yang dibuat di hujung bahan kerja akan terletak betul-betul di tengahnya. Untuk mengalihkan alur ke satu sisi, hanya letakkan lengan dengan saiz yang sesuai pada salah satu pin panduan. Apabila menggunakan lampiran yang serupa pada penghala tangan, anda perlu memastikan bahawa pin panduan ditekan pada permukaan sisi bahan kerja semasa pemprosesan.

Pastikan kestabilan penghala semasa pemprosesan permukaan yang sempit mungkin tanpa peranti khas. Masalah ini diselesaikan menggunakan dua papan, yang dilekatkan pada kedua-dua belah bahan kerja sedemikian rupa untuk membentuk satu satah dengan permukaan di mana alur dibuat. Apabila menggunakan teknik teknologi ini, penghala itu sendiri diposisikan menggunakan hentian selari.
Peranti pengilangan untuk memproses badan putaran
Banyak aksesori untuk mesin pengilangan manual, yang dibuat oleh pengguna untuk memenuhi keperluan mereka, tidak mempunyai analog bersiri. Salah satu peranti ini, keperluan yang sering timbul, adalah peranti yang memudahkan proses memotong alur dalam badan berputar. Menggunakan peranti sedemikian, khususnya, anda boleh dengan mudah dan tepat memotong alur membujur pada tiang, langkan dan produk kayu lain dengan konfigurasi yang serupa.

Pemotong pengilangan dan pemasangan bingkai Pengangkutan untuk penghala Pembahagian cakera
Reka bentuk peranti ini ialah:
- bingkai;
- kereta pengilangan mudah alih;
- cakera yang digunakan untuk menetapkan sudut putaran;
- skru yang menahan bahan kerja yang sedang diproses;
- skru pengunci
Jika peranti sedemikian juga dilengkapi dengan pemacu ringkas, yang boleh digunakan sebagai gerudi atau pemutar skru konvensional, maka pengilangan di atasnya boleh berjaya menggantikan pemprosesan yang dilakukan pada mesin pelarik.
Peranti pengilangan duri
Peranti pemotong duri untuk penghala membolehkan pemprosesan ketepatan tinggi bahagian yang disambungkan menggunakan prinsip tongue-and-groove. Peranti ini yang paling serba boleh membolehkan anda mengisar tenon pelbagai jenis(“dovetail” dan lurus). Operasi peranti sedemikian melibatkan cincin penyalin, yang, bergerak di sepanjang alur dalam templat khas, memastikan pergerakan tepat pemotong ke arah tertentu. Untuk membuatnya sendiri, anda mesti terlebih dahulu memilih corak alur yang akan digunakan.
Beberapa pilihan tambahan untuk mengembangkan fungsi penghala
Mengapa anda perlu mencipta peranti tambahan untuk melengkapkan penghala tangan, yang sudah menjadi peranti yang agak berfungsi? Hakikatnya ialah peranti sedemikian akan membolehkan anda menukar penghala manual anda menjadi pusat pemprosesan sepenuhnya. Jadi, dengan menetapkan pemotong pengilangan manual pada panduan (ini boleh), anda bukan sahaja boleh membuat proses menggunakannya lebih mudah, tetapi juga meningkatkan ketepatan operasi yang dilakukan. Reka bentuk peranti berguna sedemikian tidak mengandungi unsur-unsur yang kompleks, jadi menjadikannya untuk penghala dan gerudi dengan tangan anda sendiri tidak akan sukar.
Ramai tukang rumah, tertanya-tanya bagaimana untuk bekerja dengan penghala tangan dengan kecekapan yang lebih besar, membuat meja kerja berfungsi untuk alat ini. Sememangnya, meja sedemikian juga boleh digunakan untuk peralatan lain (contohnya, gergaji bulat atau gerudi elektrik).

Sekiranya anda tidak mempunyai mesin pengilangan manual, maka masalah ini boleh diselesaikan dengan bantuan peranti khas yang membolehkan anda berjaya melakukan pengilangan pada mesin bubut bersiri. Menggunakan lampiran pengilangan untuk pelarik, anda boleh mengembangkan fungsi peralatan bersiri dengan ketara (khususnya, menggunakannya untuk memproses pesawat, membuat alur dan alur, dan memproses pelbagai bahagian di sepanjang kontur). Ia juga penting bahawa peranti sedemikian untuk mesin bubut tidak mempunyai reka bentuk yang rumit, dan membuatnya sendiri tidak akan menjadi masalah besar.