Julat toleransi benang metrik. Pemilihan piawaian ketepatan untuk bahagian sambungan berulir. Penyeragaman ketepatan benang metrik
Kelas ketepatan benang
Menurut GOST 9253-59, tiga kelas ketepatan ditubuhkan untuk semua benang metrik, dan sebagai pengecualian 2a (hanya untuk benang dengan nada halus).
Benang kelas 1 yang paling tepat. Benang kelas 2 dan 3 digunakan dalam traktor dan kereta. Dalam lukisan, kelas benang ditunjukkan selepas padang. Contohnya: M10x1 – kelas. 3; M18 – kelas. 2, yang bermaksud: benang metrik 10, padang 1, kelas ketepatan benang - 3; benang metrik 18 (besar), kelas ketepatan benang - ke-2.
Menurut piawaian benang metrik yang dinyatakan, enam darjah ketepatan telah ditetapkan untuk benang kecil, yang ditetapkan oleh huruf:
Dengan; d; e; f; h; k - untuk benang luaran;
C;D; E; F; H; K – untuk benang dalaman.
Darjah ketepatan c; d (C; D) kira-kira sepadan dengan kelas 1; e; f (E; F) – kelas ke-2; h; k (H; K) – kelas ke-3.
Untuk benang paip silinder, 2 kelas ketepatan ditubuhkan: 2 dan 3. Penyimpangan dalam dimensi benang paip silinder diberikan dalam GOST 6357 - 52.
Untuk benang inci dengan sudut profil 55, dua kelas ketepatan juga ditetapkan: 2 dan 3 (OST/NKTP 1261 dan 1262).
Pengukuran kelas ketepatan benang dijalankan menggunakan tolok benang had, yang mempunyai dua sisi:
Pusat Pemeriksaan (ditetapkan "PR");
Tidak boleh dilalui (ditandakan dengan “TIDAK”).
Bahagian utama adalah sama untuk semua kelas ketepatan benang. Bahagian tidak pergi sepadan dengan kelas ketepatan benang tertentu, yang ditunjukkan oleh tanda sepadan pada hujung kaliber.
Darjah ketepatan diameter benang GOST 16093-81
|
Jenis benang |
Diameter benang |
Tahap ketepatan |
|
Bolt |
luar d | |
|
purata d 2 |
3, 4. 5, 6, 7, 8, 9, 10 |
|
|
skru |
purata D 2 |
4, 5, 6, 7, 8, 9* |
|
dalaman D 1 | ||
|
*Hanya untuk benang pada bahagian plastik |
||
Panjang solek mengikut GOST 16093-81
|
benang P, mm |
Diameter benang nominald mengikut GOST 8724-81, mm |
PANJANG SOLEKAN, mm |
||
|
(kecil) |
(biasa) |
(besar) |
||
|
St. 2.8 hingga 5.6 St. 5.6 hingga 11.2 St. 11.2 hingga 22.4 |
St. 1.5 hingga 4.5 St. 1.6 hingga 4.7 St. 1.8 hingga 5.5 | |||
|
St. 2.8 hingga 5.6 St. 5.6 hingga 11.2 St. 11.2 hingga 22.4 St. 22.4 hingga 45.0 |
St. 2.2 hingga 6.7 St. 2.4 hingga 7.1 St. 2.8 hingga 8.3 St. 3.1 hingga 9.5 | |||
|
St. 5.6 hingga 11.2 St. 11.2 hingga 22.4 St. 22.4 hingga 45.0 St. 45.0 hingga 90.0 |
St. 3.0 hingga 9.0 St. 3.8 hingga 11.0 St. 4.0 hingga 12.0 St. 4.8 hingga 14.0 | |||
|
St. 5.6 hingga 11.2 St. 11.2 hingga 22.4 |
St. 4.0 hingga 12.0 St. 4.5 hingga 13.0 | |||
|
St. 5.6 hingga 11.2 St. 11.2 hingga 22.4 St. 22.4 hingga 45.0 St. 45.0 hingga 90.0 |
St. 5.0 hingga 15.0 St. 5.6 hingga 16.0 St. 6.3 hingga 19.0 St. 7.5 hingga 22.0 | |||
|
St. 11.2 hingga 22.4 |
St. 6.0 hingga 18.0 | |||
|
St. 11.2 hingga 22.4 St. 22.4 hingga 45.0 St. 45.0 hingga 90.0 |
St. 8.0 hingga 24.0 St. 8.5 hingga 25.0 St. 9.5 hingga 28.0 | |||
|
St. 11.2 hingga 22.4 |
St. 10.0 hingga 30.0 | |||
|
St. 22.4 hingga 45.0 St. 45.0 hingga 90.0 St. 90.0 hingga 180.0 St. 180 hingga 355.0 |
St. 12.0 hingga 36.0 St. 15.0 hingga 45.0 St. 18.0 hingga 53.0 St. 20.0 hingga 60.0 | |||
Konsep diameter benang purata berkurangan
Diberi purata diameter benang dipanggil diameter purata benang ideal khayalan, yang mempunyai sudut padang dan rusuk yang sama seperti profil utas utama atau nominal, dan panjang yang sama dengan panjang solekan yang ditentukan, dan yang bersentuhan rapat (tanpa anjakan atau gangguan bersama) dengan benang sebenar di rusuk benang itu.
Pendek kata, diameter benang min dikurangkan ialah diameter purata elemen berulir ideal yang bersambung dengan benang sebenar. Apabila bercakap tentang diameter benang purata yang diberikan, jangan anggap ia sebagai jarak antara dua titik. Ini ialah diameter benang ideal bersyarat, yang tidak wujud dalam realiti sebagai objek material dan yang boleh bergulung dengan elemen berulir sebenar dengan semua ralat dalam parameternya. Purata diameter ini tidak boleh diukur secara langsung. Ia boleh dikawal, i.e. mengetahui sama ada ia berada dalam had yang boleh diterima. Dan untuk mengetahui nilai berangka diameter purata yang diberikan, perlu mengukur secara berasingan nilai parameter benang yang menghalang solekan dan mengira diameter ini.
Apabila menghasilkan benang, sisihan elemen benang individu bergantung pada ralat komponen individu proses teknologi. Oleh itu, ralat pic bagi benang yang diproses pada mesin pemprosesan benang terutamanya bergantung pada ralat pic skru plumbum mesin, sudut profil bergantung pada ketidaktepatan sudut benang dan pemasangannya berbanding paksi benang.
Harus diingat itu permukaan berulir bolt dan nat jangan sekali-kali menyentuh seluruh permukaan skru, tetapi sentuh hanya di kawasan tertentu. Keperluan utama, sebagai contoh, untuk mengikat benang adalah bahawa skru bolt dan nat dipastikan - ini adalah tujuan perkhidmatan utama mereka. Oleh itu, nampaknya mungkin untuk menukar diameter purata bolt atau nat dan mencapai solekan sekiranya berlaku ralat padang dan profil, sementara akan ada sentuhan antara benang, tetapi tidak di seluruh permukaan. Pada beberapa profil (sekiranya berlaku ralat pic) atau dalam bahagian tertentu dalam profil (sekiranya ralat profil), akibat daripada pampasan untuk ralat ini dengan menukar diameter purata, akan terdapat jurang di beberapa tempat mengawan. Selalunya terdapat hanya 2 - 3 lilitan bersentuhan di sepanjang elemen berulir.
Pampasan ralat langkah 5P. Ralat pic bagi sesuatu benang biasanya "intra-pitch", dan terdapat ralat progresif, kadangkala dipanggil "regangan" padang. Pampasan ralat dijalankan untuk ralat progresif. Dua bahagian paksi bolt dan nat ditindih antara satu sama lain. Elemen berulir ini tidak mempunyai pic yang sama sepanjang panjang skru, dan oleh itu skru tidak boleh berlaku, walaupun diameter puratanya adalah sama. Untuk memastikan solekan, adalah perlu untuk mengeluarkan sebahagian daripada bahan (kawasan berlorek dalam rajah), i.e. meningkatkan purata diameter nat atau mengurangkan purata diameter bolt. Selepas ini, solekan akan berlaku, walaupun sentuhan hanya akan berlaku pada profil luar.
Oleh itu, jika terdapat ralat pic 10 mikron, maka untuk mengimbanginya, diameter purata bolt harus dikurangkan atau diameter purata nat perlu ditingkatkan sebanyak 17.32 mikron, dan kemudian ralat pitch akan diberi pampasan dan skru elemen berulir bahagian akan dipastikan.
Pampasan untuk ralat sudut profil Sa/l. Ralat sudut profil atau sudut kecenderungan sisi sisi biasanya timbul daripada ralat profil alat pemotong atau ralat pemasangannya pada mesin berbanding paksi bahan kerja. Pampasan untuk ralat profil benang juga dibuat dengan menukar nilai diameter purata, i.e. peningkatan dalam purata diameter nat atau penurunan purata diameter bolt. Jika anda mengeluarkan sebahagian daripada bahan di mana profil bertindih antara satu sama lain (meningkatkan diameter purata nat atau mengurangkan diameter purata bolt), maka solek akan berlaku, tetapi sentuhan akan berlaku di kawasan terhad bahagian tepi profil. Sentuhan sedemikian adalah mencukupi untuk solekan berlaku, i.e. pengikat dua bahagian Oleh itu, keperluan untuk ketepatan benang berhubung dengan diameter purata dinormalkan oleh jumlah toleransi, yang mengehadkan kedua-dua diameter purata yang diberikan (diameter benang ideal yang memastikan solekan) dan diameter benang purata. (purata diameter sebenar). Piawaian hanya menyebut bahawa toleransi pada diameter purata adalah jumlah, tetapi tidak ada penjelasan mengenai konsep ini. Tafsiran tambahan berikut boleh diberikan untuk toleransi ini.
1. Untuk benang dalaman (nat), diameter purata yang diberikan mestilah tidak kurang daripada saiz yang sepadan dengan had bahan maksimum (selalunya dikatakan - had pemprosesan), dan diameter purata terbesar (diameter purata sebenar) tidak boleh lebih besar daripada had bahan minimum (sering disebut - had tidak boleh pergi Nilai diameter purata yang diberikan untuk benang dalaman ditentukan oleh formula.
2. Untuk benang luaran (bolt), diameter purata yang diberikan tidak boleh melebihi had bahan maksimum untuk diameter purata, dan diameter purata sebenar terkecil di mana-mana lokasi hendaklah kurang daripada had bahan minimum.
Konsep benang ideal yang bersentuhan dengan yang sebenar boleh dibayangkan dengan analogi dengan konsep permukaan bersebelahan dan, khususnya, silinder bersebelahan, yang dipertimbangkan semasa menormalkan ketepatan sisihan bentuk. Benang yang ideal dalam kedudukan awal boleh dianggap sebagai benang sepaksi dengan benang sebenar, tetapi untuk bolt dengan diameter yang jauh lebih besar. Jika kini benang ideal secara beransur-ansur mengecut (diameter purata berkurangan) sehingga ia bersentuhan rapat dengan benang sebenar, maka diameter purata benang ideal akan menjadi diameter purata berkurangan benang sebenar.
Toleransi yang diberikan dalam piawai untuk diameter purata bolt (Tch) dan nat (TD2) sebenarnya termasuk toleransi untuk diameter purata sebenar (Tch), (TD2) dan nilai pampasan yang mungkin f P + fa, i.e. Td 2 (TD 2) = TdifJVi + f P + fa.
Perlu diingatkan bahawa apabila menormalkan parameter ini, ia mesti difahami bahawa toleransi untuk diameter purata juga mesti mengambil kira sisihan yang dibenarkan dari sudut padang dan profil. Ada kemungkinan bahawa pada masa hadapan toleransi kompleks ini akan menerima sebutan yang berbeza, atau mungkin nama baru, yang akan memungkinkan untuk membezakan toleransi ini daripada toleransi hanya untuk diameter purata.
Apabila membuat benang, ahli teknologi boleh mengagihkan jumlah toleransi antara tiga parameter benang - diameter purata, padang, sudut profil. Selalunya toleransi dibahagikan kepada tiga bahagian yang sama, tetapi jika terdapat margin ketepatan pada mesin, anda boleh menetapkan toleransi yang lebih kecil untuk padang dan toleransi yang lebih besar untuk sudut dan diameter purata, dsb.
Adalah mustahil untuk mengukur secara langsung diameter purata yang diberikan, kerana, sebagai diameter, i.e. jarak antara dua titik, ia tidak wujud, tetapi mewakili, seolah-olah, diameter bersyarat dan berkesan bagi permukaan berulir mengawan. Oleh itu, untuk menentukan 198 nilai diameter benang purata yang dikurangkan, adalah perlu untuk mengukur purata diameter secara berasingan, mengukur pic dan separuh sudut profil secara berasingan, mengira pampasan diameter berdasarkan ralat unsur-unsur ini, dan kemudian dengan pengiraan menentukan nilai diameter benang purata yang dikurangkan. Nilai diameter purata ini mestilah dalam toleransi yang ditetapkan dalam piawaian.
Sistem toleransi dan padanan benang metrik dengan kelegaan.
Yang paling biasa, paling banyak digunakan, adalah benang metrik dengan jurang untuk julat diameter dari 1 hingga 600 mm, sistem toleransi dan kesesuaian yang dibentangkan dalam GOST 16093-81.
Asas sistem toleransi dan kesesuaian ini, termasuk darjah ketepatan, kelas ketepatan benang, penormalan panjang solekan, kaedah untuk mengira toleransi parameter benang individu, penetapan ketepatan dan padanan benang metrik dalam lukisan, kawalan metrik benang dan isu lain sistem adalah perkara biasa kepada semua jenis benang metrik, walaupun setiap daripadanya mempunyai ciri tersendiri, kadangkala ketara, yang ditunjukkan dalam GOST yang berkaitan.
Darjah ketepatan dan kelas ketepatan benang. Benang metrik ditentukan oleh lima parameter: purata, diameter luar dan dalam, sudut profil pic dan benang.
Toleransi diberikan hanya untuk dua parameter benang luaran (bolt); diameter tengah dan luar dan untuk dua parameter benang dalaman (kacang); diameter tengah dan dalam. Untuk parameter ini, darjah ketepatan 3... 10 ditetapkan untuk benang metrik.
Selaras dengan amalan yang ditetapkan, darjah ketepatan dikumpulkan kepada 3 kelas ketepatan: halus, sederhana dan kasar. Konsep kelas ketepatan adalah bersyarat. Apabila memberikan darjah ketepatan pada kelas ketepatan, panjang solekan diambil kira, kerana semasa pembuatan kesukaran untuk memastikan ketepatan benang tertentu bergantung pada panjang solekan yang tersedia untuknya. Tiga kumpulan panjang solekan telah ditetapkan: S - pendek, N - normal dan L - panjang.
Dengan kelas ketepatan yang sama, toleransi diameter purata pada panjang solekan L harus ditingkatkan, dan pada panjang solekan S - dikurangkan sebanyak satu darjah berbanding dengan toleransi yang ditetapkan untuk panjang solekan N.
Anggaran surat-menyurat antara kelas ketepatan dan darjah ketepatan adalah seperti berikut: - kelas tepat sepadan dengan 3-5 darjah ketepatan; - kelas pertengahan sepadan dengan 5-7 darjah ketepatan; - kelas kasar sepadan dengan 7-9 darjah ketepatan.
Tahap ketepatan awal untuk mengira nilai berangka toleransi diameter benang luaran dan dalaman diambil sebagai tahap ketepatan ke-6 dengan panjang solekan biasa.
Gear silinder paling banyak digunakan dalam kejuruteraan mekanikal. Terma, takrif dan sebutan gear dan gear silinder dikawal oleh GOST 16531-83. Gear silinder, berdasarkan bentuk dan susunan gigi gear, dibahagikan kepada jenis berikut: rak, spur, helical, chevron, involute, cycloid, dll. Gear Novikov, yang mempunyai kapasiti galas beban yang tinggi, semakin menjadi. digunakan dalam industri. Profil gigi gear gear ini digariskan oleh lengkok bulat.
Mengikut tujuan operasinya, empat kumpulan utama gear silinder boleh dibezakan: rujukan, kelajuan tinggi, kuasa dan tujuan umum.
Gear rujukan termasuk gear alat pengukur, mekanisme pembahagi mesin pemotong logam dan mesin pembahagi, sistem servo, dll. Dalam kebanyakan kes, roda gear ini mempunyai modulus kecil (sehingga 1 mm), panjang gigi pendek dan beroperasi pada beban dan kelajuan rendah. Keperluan operasi utama bagi gear ini ialah ketepatan dan ketekalan sudut putaran roda yang dipacu dan pemacu yang tinggi, i.e. ketepatan kinematik yang tinggi. Bagi gear rujukan boleh balik, jurang sisi dalam gear dan turun naik jurang ini adalah sangat ketara.
Gear berkelajuan tinggi termasuk gear kotak gear turbin, enjin pesawat turboprop, rantai kinematik pelbagai kotak gear, dll. Kelajuan persisian gear gear tersebut mencapai 90 m/s dengan kuasa dihantar yang agak besar. Di bawah keadaan ini, keperluan utama untuk transmisi gear adalah operasi lancar, i.e. kebisingan, ketiadaan getaran dan ralat kitaran berulang berkali-kali setiap putaran roda. Apabila kelajuan putaran meningkat, keperluan untuk operasi lancar meningkat. Untuk gear berkelajuan tinggi yang dimuatkan dengan berat, kesempurnaan sentuhan gigi juga penting. Roda gear tersebut biasanya mempunyai modul sederhana (dari 1 hingga 10 mm).
Penghantaran kuasa termasuk gear yang menghantar tork yang ketara pada kelajuan rendah. Ini ialah pemacu gear bagi dirian gear kilang bergolek, penggelek mekanikal, mekanisme angkat dan pengangkutan, kotak gear, kotak gear, gandar belakang, dsb. Keperluan utama untuk mereka adalah sentuhan gigi yang lengkap. Roda untuk gear tersebut dibuat dengan modul besar (lebih 10 mm) dan panjang gigi yang panjang.
Kumpulan yang berasingan dibentuk oleh gear tujuan am, yang tidak tertakluk kepada peningkatan keperluan operasi untuk ketepatan kinematik, operasi lancar dan sentuhan gigi (contohnya, penunda win, roda bukan kritikal mesin pertanian, dll.).
Ralat yang timbul semasa memotong gear boleh dikurangkan kepada empat jenis: tangen, jejari, ralat pemprosesan paksi dan ralat permukaan pengeluar alat. Manifestasi gabungan ralat ini semasa pemprosesan gear menyebabkan ketidaktepatan dalam saiz, bentuk dan lokasi gigi gear yang diproses. Semasa operasi seterusnya gear sebagai elemen penghantaran, ketidaktepatan ini membawa kepada putaran yang tidak sekata, sentuhan permukaan gigi yang tidak lengkap, dan pengagihan kelegaan sisi yang tidak sekata, yang menyebabkan beban dinamik tambahan, pemanasan, getaran dan bunyi dalam penghantaran.
Untuk memastikan kualiti penghantaran yang diperlukan adalah perlu untuk mengehadkan, i.e. menormalkan kesilapan dalam pembuatan dan pemasangan gear. Untuk tujuan ini, sistem toleransi dicipta yang mengawal bukan sahaja ketepatan roda individu, tetapi juga ketepatan gear berdasarkan tujuan servisnya.
Sistem toleransi untuk pelbagai jenis Pemacu gear (silinder, serong, cacing, rak dan pinion) mempunyai banyak persamaan, tetapi terdapat juga ciri yang ditunjukkan dalam piawaian yang berkaitan. Yang paling biasa ialah gear silinder, sistem toleransi yang dibentangkan dalam GOST 1643-81.
DIMENSI BENANG METRIK UTAMA
(GOST 9150-2002, GOST 8724-2002, GOST 24705-2004)
GOST 8724-2002 ialah teks yang sama dengan standard antarabangsa ISO 261-98 “benang ISO tujuan umum. Diameter dan pic dalam julat diameter dari 1 kepada 300 mm" dan mengandungi keperluan tambahan yang mencerminkan keperluan ekonomi negara (sehingga 600 mm).
Piawaian ini digunakan untuk benang metrik tujuan umum dengan profil mengikut GOST 9150 dan menetapkan diameternya daripada 0,25 kepada 600 mm dan langkah dari 0,075 kepada 8 mm. Dimensi utama benang metrik adalah mengikut GOST 24705. Toleransi benang adalah mengikut GOST 9000 dan GOST 16093.
di mana,
d, D- diameter luar benang luaran (bolt) dan benang dalaman (nat), masing-masing;
d2, D2- diameter purata bolt dan nat, masing-masing;
d 1 , D 1- diameter dalaman bolt dan nat, masing-masing;
d 3- diameter dalaman bolt di sepanjang bahagian bawah rongga (untuk mengira tegasan);
r- padang benang;
N- ketinggian segi tiga asal.
Nilai nominal diameter benang mesti sepadan dengan yang ditunjukkan dalam lukisan dan jadual. Benang utama dengan diameter dari 2
kepada 300
mm baris 1 dan 2 (dalam kurungan).
Jadual penuh ada di bawah.
dimensi, mm
| Langkah benang R | Diameter benang | |||
| luar | purata | dalaman | dalaman oleh bahagian bawah kemurungan |
|
| S h u p p n y m s t e p e d | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0,75 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30,727 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36,479 |
| 4,5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46,587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53,252 |
| 6 | 64 | 60,103 | 57,505 | 56,639 |
| 6 | (68) | 64,103 | 61,505 | 60,639 |
| Ambil langkah berani | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2,773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17,350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20,917 | 20,773 | |
| 24 | 23,350 | 22,917 | 22,773 | |
| (27) | 26,350 | 25,917 | 25,773 | |
| 30 | 29,350 | 28,917 | 28,773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37,773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43,773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | 113,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | 128,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| 110 | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147,546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177,546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35,319 | |
| 42 | 40,051 | 38,752 | 38,319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46,051 | 44,752 | 44,319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55,093 | |
| 64 | 61,402 | 59,67 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73,402 | 71,670 | 71,093 | |
| 80 | 77,402 | 78,670 | 75,093 | |
| (85) | 82,402 | 80,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85,093 | |
| (95) | 92,402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
JADUAL PENUH BENANG METRIK
mengikut GOST 24705-2004
Nominal | Padang P, mm | Diameter benang, mm |
|||
| d2 = D2 | d 1 = D 1 | ||||
Contoh sebutan benang:
dengan langkah besar:
nada utama dalam penetapan benang boleh ditinggalkan
benang luar: M12 x 1.75 - 6g atau M12 - 6g;
benang dalaman: M12 - 6H;
dengan langkah kecil:
benang luar: M12 x 1 - 6g;
benang dalaman: M12 x 1 - 6H;
benang tangan kiri:
benang luar: M12 x 1 - LH - 6g;
benang dalaman: M12 x 1 - LH - 6H;
benang berbilang permulaan:
benang luar: M12 x Ph3.5P1.75 - 6g;
benang dalaman: M12 x Ph3.5P1.75 - 6H;
Untuk kejelasan yang lebih jelas, bilangan permulaan benang boleh ditunjukkan dalam kurungan dalam teks:
M12 x Ph3.5P1.75 - 6H (dua pas);
M16 x Ph4.5P1.5 - 6H (tiga pas).
Panjang solekan - panjang kawasan pertindihan bersama benang luaran dan dalaman dalam arah paksi. Panjang solekan dibahagikan kepada tiga kumpulan: pendek - S, normal - N dan panjang - L.
Panjang mekap N dalam simbol benang tidak dinyatakan. Panjang solekan S dan L boleh ditambah dengan menunjukkan panjang solekan:
M12 - 6g - S;
M12 - 6g - L;
M12 - 6g - L - LH;
M12 - 6g - L(30).
Contoh penetapan benang dengan panjang solekan berbeza daripada biasa:
M12 - 7g6g - 30
Penetapan medan toleransi benang terdiri daripada penetapan medan toleransi diameter purata, diletakkan di tempat pertama, dan penetapan medan toleransi diameter tonjolan. Jika penetapan medan toleransi untuk diameter tonjolan bertepatan dengan penetapan medan toleransi untuk diameter purata, maka ia tidak diulang dalam penetapan medan toleransi benang.
Kesesuaian dalam sambungan berulir ditunjukkan oleh pecahan, pengangkanya menunjukkan penetapan medan toleransi benang dalaman, dan penyebut menunjukkan penetapan medan toleransi benang luaran.
Contohnya:
M12 - 6H/6g;
M12 x 1 - 6H/5g6g;
M12 x 1 - 6H/6g - LH.
Penamaan benang yang lebih terperinci boleh didapati di GOST 9000-81 Dan GOST 16093-2004.
Di bawah ialah jadual untuk menggantikan medan toleransi mengikut piawaian yang sah sebelum ini.
MENGGANTIKAN TOLERANSI BENANG
| Bolt | ||
| Medan toleransi mengikut GOST 16093-2004 |
||
| Cl.1 | GOST 9253-59 | 4j |
| Cl.2 | 6g | |
| Cl.2a | 6g | |
| Cl.3 | 8g | |
| Kelas 2aD | GOST 10191-62 | 6g |
| Kelas 3L | 6g | |
| Kacang | ||
| Julat toleransi mengikut piawaian sebelumnya | Medan toleransi mengikut GOST 16093-2004 |
|
| Cl.1 | GOST 9253-59 | 4H 5H |
| Cl.2 | 6H | |
| Cl.2a | 6H | |
| Cl.3 | 7H | |
| Kelas 3X | GOST 10191-62 | 6G |
BIDANG TOLERANSI mengikut GOST 16093-2004
Medan toleransi ditetapkan dalam tiga kelas ketepatan: halus, sederhana dan kasar:
Tepat: untuk benang ketepatan di mana variasi kecil dalam kesesuaian diperlukan;
- sederhana: untuk kegunaan umum;
- kasar: untuk kes-kes di mana kesukaran pengeluaran mungkin timbul, contohnya apabila memotong benang pada batang gulung panas atau dalam lubang buta yang panjang.
| Kelas ketepatan | Panjang mekap | |||||||||
| S | N | L | ||||||||
| medan toleransi benang luaran | ||||||||||
| tepat | - | (3j4j) | - | - | - | (4g) | 4j | - | - | (5j4j) |
| Purata | 5g6g | (5j6j) | (6h) | 6e | 6f | 6j | (7e6e) | 7g6g | (7j6j) | |
| kurang ajar | - | - | - | (8e) | - | 8g | - | (9e8e) | (9g8g) | - |
Mengikut tahap keutamaan pilihan, medan toleransi dalam jadual dibahagikan seperti berikut:
Medan toleransi yang ditunjukkan dalam kurungan persegi dipilih untuk pengikat komersial;
- medan toleransi yang ditaip dalam huruf tebal bertujuan untuk pemilihan dahulu;
- medan toleransi, ditaip dalam fon ringan, bertujuan untuk pemilihan di tempat kedua;
- medan toleransi yang ditunjukkan dalam kurungan bertujuan untuk pemilihan ketiga.
Dalam kes yang wajar, ia dibenarkan menggunakan medan toleransi benang yang dibentuk oleh gabungan lain medan toleransi diameter purata dan diameter tonjolan benang daripada yang diberikan dalam jadual atau diperolehi oleh gabungan lain darjah ketepatan dan sisihan utama, untuk contoh:
4j6j; 8j; 8h6h - untuk benang luaran;
5H; 5N6N - untuk benang dalaman.
Untuk benang dengan lapisan pelindung yang agak nipis, contohnya dengan salutan galvanik, toleransi dan sisihan maksimum mengikut piawaian digunakan pada dimensi bahagian sebelum salutan, melainkan dinyatakan sebaliknya. Selepas salutan, profil benang sebenar pada sebarang titik tidak boleh melebihi profil benang nominal (profil bahan maksimum sepadan dengan sisihan utama h atau N).
Padanan boleh menggabungkan mana-mana medan toleransi untuk utas luaran dan dalaman daripada yang disyorkan. Walau bagaimanapun, untuk memastikan ketinggian kerja profil yang mencukupi, dimensi akhir bahagian sambungan berulir mesti membentuk padanan jenis H/g, H/j dan G/j. Untuk benang dengan dimensi M1.4 dan lebih kecil, muat 5H/6j harus dipilih. 4H/6j atau lebih tepat.
Dokumen berkaitan:
- lubang untuk benang
GOST 3469-91 - Mikroskop. Benang kanta. Dimensi
GOST 4608-81 - Benang metrik. Keutamaan sesuai
GOST 5359-77 - Benang kanta mata untuk instrumen optik. Profil dan dimensi
GOST 6042-83 - Benang bulat Edison. Profil, dimensi dan had
GOST 6111-52 - Benang inci kon dengan sudut profil 60 darjah
GOST 6211-81 - Benang paip tirus
GOST 6357-81 - Benang paip silinder
GOST 8762-75 - Benang bulat dengan diameter 40 mm untuk topeng gas dan kaliber untuknya. Dimensi Utama
GOST 9000-81 - Benang metrik untuk diameter kurang daripada 1 mm. Toleransi
GOST 9484-81 - Benang trapezoid. Profil
GOST 9562-81 - Benang trapezoid permulaan tunggal. Toleransi
GOST 9909-81: Benang tirus injap dan silinder gas
GOST 10177-82 - Benang berterusan. Profil dan dimensi utama
GOST 11708-82 - Benang. Terma dan definisi
GOST 11709-81 - Benang metrik untuk bahagian plastik
GOST 13535-87 - Benang tujahan bertetulang 45 darjah
GOST 13536-68 - Benang bulat untuk kelengkapan kebersihan. Profil, dimensi utama, toleransi
GOST 16093-2004 - Benang metrik. Toleransi. Pendaratan dengan pelepasan
GOST 16967-81 - Benang metrik untuk pembuatan instrumen. Diameter dan pic
GOST 24737-81: Benang trapezoid permulaan tunggal. Dimensi Utama
GOST 24739-81 - Benang trapezoid berbilang mula
GOST 25096-82 - Benang berterusan. Toleransi
GOST 25229-82 - Benang tirus metrik
GOST 28487-90: Benang pengunci kon untuk elemen rentetan gerudi. Profil. Dimensi. Toleransi
Kelas ketepatan benang
Panjang mekap
Darjah ketepatan benang
Piawaian menetapkan lapan darjah ketepatan benang, yang mana toleransi ditetapkan. Darjah ketepatan ditentukan oleh nombor 3, 4, 5, ..., 10 dalam susunan ketepatan menurun. Untuk diameter benang luaran dan dalaman, darjah ketepatan ditetapkan seperti berikut.
Tahap ketepatan
Diameter bolt (benang lelaki) untuk panjang solekan
diameter luar, d…………4; 6; 8,
purata diameter d 2 …………… 3; 4; 5; 6; 7; 8; 9; 10.
Diameter kacang (benang dalaman)
diameter dalaman D 1 ……… 4; 5; 6; 7; 8,
purata diameter D 2 ………….. 4; 5; 6; 7; 8; 9.
Untuk menentukan tahap ketepatan bergantung pada panjang solekan benang dan keperluan ketepatan, tiga kumpulan panjang solekan telah diwujudkan: S – kecil; N – biasa; L - panjang solekan. Panjang solek dari 2.24Р d 0.2 hingga 6.7Р d 0.2 tergolong dalam kumpulan biasa N. Panjang solek kurang daripada 2.24Р d 0.2 tergolong dalam kumpulan kecil (S), dan lebih daripada 6.7Р ·d 0.2 tergolong dalam kumpulan panjang solekan besar (L). Dalam formula pengiraan, panjang solekan P dan d adalah dalam mm.
Terdapat tiga kelas ketepatan untuk benang: halus, sederhana dan kasar. Pembahagian benang ke dalam kelas ketepatan adalah sewenang-wenangnya. Lukisan dan kaliber tidak menunjukkan kelas ketepatan, tetapi medan toleransi. Kelas ketepatan digunakan untuk penilaian perbandingan ketepatan benang. Kelas yang tepat disyorkan untuk sambungan berulir kritikal yang mengalami beban statik, serta dalam kes yang memerlukan turun naik kecil dalam sifat kesesuaian. kelas pertengahan Disyorkan untuk urutan umum. Kelas kasar digunakan apabila memotong benang pada bahan kerja yang digulung panas, dalam lubang buta yang panjang, dsb. Dengan kelas ketepatan yang sama, toleransi diameter purata untuk panjang solek L (panjang) mesti ditingkatkan, dan untuk panjang solek S (kecil) dikurangkan sebanyak satu darjah mengikut toleransi untuk panjang solekan biasa. Sebagai contoh, untuk panjang solekan S mengambil darjah ketepatan ke-5, kemudian untuk panjang solekan biasa N perlu mengambil tahap ketepatan ke-6, dan untuk panjang solekan panjang L - darjah ke-7 ketepatan.
Medan toleransi benang terdiri daripada nombor yang menunjukkan tahap ketepatan dan huruf yang menunjukkan sisihan utama (contohnya, 6g, 6H, 6G, dll.). Apabila menetapkan gabungan medan toleransi untuk diameter purata dan d atau D 1, ia terdiri daripada dua medan toleransi untuk diameter purata (di tempat pertama) dan d atau D 1. Sebagai contoh, 7g6g (di mana 7g – julat toleransi untuk diameter purata bolt, 6g – julat toleransi untuk diameter luar bolt d), 5Н6Н (5Н – julat toleransi untuk diameter purata nat, 6Н – julat toleransi untuk diameter dalam nat D 1). Jika medan toleransi diameter luar bolt dan diameter dalaman nat bertepatan dengan medan toleransi diameter tengah, maka ia tidak diulang (contohnya, 6g, 6H). Penetapan medan toleransi benang ditunjukkan selepas menentukan saiz bahagian: M12 – 6g (untuk bolt), M12 – 6H (untuk nat). Jika bolt atau nat dibuat dengan pic yang berbeza daripada pic biasa, maka pitch ditunjukkan dalam penetapan benang: M12x1 - 6g; M12x1 – 6H.
Penetapan pendaratan bahagian berulir dibuat dengan pecahan. Pengangka menunjukkan julat toleransi nat (benang dalaman), dan penyebut menunjukkan julat toleransi bolt (benang luar). Contohnya, M12 x 1 – 6H / 6g. Jika benang adalah kidal, maka indeks LH (М12х1хLH – 6H/6g) dimasukkan ke dalam penetapannya. Panjang solekan dimasukkan ke dalam penetapan benang hanya jika ia berbeza daripada biasa. Dalam kes ini, nyatakan nilainya. Contohnya, М12х1хLH – 6H/6g – 30 (30 – panjang solekan, mm).
Toleransi benang metrik dengan pic besar dan kecil untuk diameter 1-600 mm dikawal oleh GOST 16093-2004.
Benang ditentukan sepenuhnya oleh lima parameter: tiga diameter, padang dan sudut kecenderungan sisi. Walau bagaimanapun, hanya diameter purata (untuk bolt dan nat), diameter luar (1 (untuk benang luar - bolt) dan diameter dalaman /), (untuk benang dalaman - kacang) diseragamkan oleh toleransi.
Pendaratan dengan pelepasan
Piawaian mengawal darjah ketepatan yang menentukan nilai toleransi untuk diameter benang luaran dan dalaman (Jadual 5.53), serta siri sisihan utama (atas untuk bolt dan bawah untuk nat) (Jadual 5.54).
Penyimpangan utama yang menentukan kedudukan medan toleransi berbanding dengan profil nominal hanya bergantung pada padang benang (kecuali I dan H). Untuk benang dengan nada tertentu, sisihan nama yang sama untuk semua diameter (luaran, tengah, dalam) adalah sama.

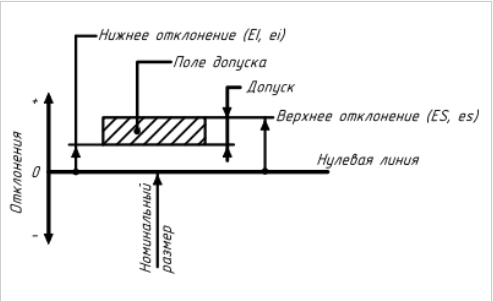
Semua sisihan dan toleransi diukur dari profil nominal dalam arah yang berserenjang dengan paksi benang (Rajah 5.101). Adalah lazim untuk menunjukkan separuh nilai pada rajah, dengan mengandaikan bahawa bahagian kedua terletak pada profil bertentangan secara diametrik.
Magnitud sisihan utama ditentukan oleh formula:

Sisihan maksimum kedua ditentukan oleh tahap ketepatan benang yang diterima (еі = ех - /Ті/; еі = ех - /Ті/,; £5 = £/ + /ТО,; £5 = ЕІ + /TTL). Gabungan sisihan utama, yang ditetapkan oleh surat, dengan toleransi untuk tahap ketepatan yang diterima membentuk medan toleransi.
Dalam jadual 5.55 menunjukkan medan toleransi yang disediakan oleh GOST 16093-81.
Pendaratan boleh dibentuk dengan gabungan mana-mana medan toleransi yang diberikan dalam jadual. 5.55. Adalah lebih baik untuk menggabungkan medan toleransi kelas ketepatan yang sama.

nasi. 5.101.

Panjang mekap. Untuk memilih tahap ketepatan bergantung pada panjang solekan benang, tiga kumpulan panjang solekan telah ditetapkan: 5-kecil (kurang daripada 2.24L/0-2), L^-normal (2.24L/02< Ы< 6,74Л/Л2) и ^-большие (больше 6,74А/а2) УиР-в мм). Длина свинчивания зависит от шага и диаметра резьбы.
Kelas ketepatan benang. Konsep kelas ketepatan adalah relatif. Lukisan menunjukkan hanya medan toleransi, dan kelas ketepatan digunakan untuk penilaian perbandingan ketepatan benang. Kelas yang tepat disyorkan untuk sambungan berulir yang dimuatkan secara statik; kelas sederhana - untuk benang tujuan umum dan kelas kasar - untuk memotong benang pada bahan kerja gulung panas, dalam lubang buta panjang, dsb.
Toleransi benang. Pelbagai toleransi untuk semua diameter telah diterima pakai pada tahap ketepatan ke-6. Toleransi diameter benang untuk tahap ketepatan ke-6 dengan panjang solekan biasa ditentukan oleh formula:
Untuk diameter benang bolt purata -
![]()
Untuk bolt diameter luar
![]()
Untuk diameter dalam kacang

Untuk diameter kacang sederhana
![]()
di mana /° diambil dalam mm; th - purata geometri bagi nilai melampau julat diameter nominal; G - dalam mikron.
Toleransi darjah ketepatan yang lain ditentukan dengan mendarabkan toleransi tahap ketepatan ke-6 dengan pekali berikut:
|
Tahap ketepatan |
|||||||
|
Pekali |
Toleransi pada diameter dalaman
Keutamaan sesuai
Gangguan sesuai sepanjang diameter purata digunakan dalam kes di mana reka bentuk pemasangan tidak membenarkan penggunaan sambungan berulir bolt-nut kerana kemungkinan membuka skru sendiri semasa operasi di bawah pengaruh faktor luaran (getaran, suhu, dll.) .
Lokasi medan toleransi untuk diameter benang dengan gangguan ditunjukkan dalam Rajah. 5.102.
Muatan gangguan disediakan hanya dalam sistem lubang.
Toleransi untuk diameter benang purata bahagian yang disusun mengikut kumpulan ialah toleransi untuk diameter purata sebenar (berbeza dengan benang dengan jurang, di mana toleransi untuk diameter purata adalah jumlah), dan yang tidak diisih mengikut kumpulan adalah jumlah.

nasi. 5.102.
Toleransi untuk diameter dalaman benang luaran tidak ditetapkan. Ia dihadkan oleh sisihan maksimum bentuk rongga benang.
Untuk membentuk medan toleransi, sisihan utama dan darjah ketepatan digunakan. Dalam benang dengan gangguan, sisihan utama berikut ditetapkan, bergantung pada padang benang dan tahap ketepatan diameter (Jadual 5.56).

Medan toleransi untuk gangguan gangguan diberikan dalam Jadual. 5.57.
Untuk benang dengan gangguan, sisihan yang dibenarkan dalam bentuk benang luaran dan dalaman juga ditubuhkan, yang ditentukan oleh perbezaan antara nilai sebenar terbesar dan terkecil diameter purata. Nilai mereka tidak boleh melebihi 25% daripada toleransi diameter purata.
Piawaian juga menetapkan sisihan dalam pic dan sudut kecondongan sisi profil, yang berkaitan dengan panjang solekan piawai (Jadual 5.58).
Sisihan dalam bentuk benang, pic dan sisihan sudut tidak tertakluk kepada kawalan mandatori melainkan dinyatakan secara khusus.
Pendaratan peralihan
Toleransi benang metrik untuk pemasangan peralihan ditetapkan untuk bahagian keluli dengan benang luaran dengan diameter dari 5 hingga 45 mm, mengawan dengan benang dalaman dalam bahagian keluli dengan panjang solekan / = (I...1.25)4 besi tuang dengan / = (1, 25...1.5)


Medan toleransi dan gabungannya untuk mendapatkan padanan peralihan diberikan dalam Jadual. 5.59, dan susun atur medan toleransi dalam Rajah. 5.103.

Padanan peralihan digunakan untuk kesesakan benang secara serentak (kaedah kesesakan yang paling biasa ialah mengetatkan rod berulir terhadap larian benang di bahagian dengan benang dalaman). Untuk mengelakkan ubah bentuk benang, countersink kon disediakan di dalam lubang.
Nilai berangka sisihan utama diameter purata benang luaran dikira menggunakan formula:

Dalam formula, nilai P digantikan dalam mm, dan nilai e/ diperoleh dalam mikron.

nasi. 5.103.
Nilai yang dikira dibundarkan kepada nombor pilihan terdekat dalam siri Da40.
Toleransi diameter purata benang luaran dan dalaman ditentukan oleh formula:
di mana a1 ialah purata geometri nilai individu bagi selang diameter benang nominal mengikut GOST 16093-2004 dalam mm, P - dalam mm, T - dalam mikron.
Untuk benang dalam padanan peralihan, serta dalam padanan gangguan, sisihan yang dibenarkan dalam bentuk benang luaran dan dalaman ditubuhkan, ditentukan oleh perbezaan antara nilai sebenar terbesar dan terkecil diameter purata. Mereka tidak boleh melebihi 25% daripada toleransi diameter purata. Piawaian juga menetapkan sisihan pic dan sudut kecondongan sisi profil, yang berkaitan dengan panjang solekan piawai (lihat Jadual 5.58 Sisihan bentuk benang, sisihan pic dan sudut kecenderungan tidak tertakluk). kepada kawalan mandatori, melainkan dinyatakan secara khusus.
Sepanjang abad yang panjang perkembangannya, manusia telah menghasilkan banyak cara untuk menghubungkan bahagian. Kami akan bersetuju untuk memanggil butiran objek bahan tertentu yang termasuk dalam sebatian yang tidak boleh dibahagikan kepada objek yang lebih kecil. Marilah kita bersetuju untuk memanggil sambungan beberapa bahagian sebagai nod, dan satu set nod yang mampu melakukan tindakan tertentu apabila disambungkan - mekanisme.
Adalah lazim untuk membezakan antara sambungan bahagian boleh alih dan tetap, B mudah alih sambungan, bahagian bergerak relatif antara satu sama lain, dan masuk pegun tegar diikat antara satu sama lain. Setiap satu daripada dua jenis sambungan ini dibahagikan kepada dua kumpulan utama: boleh tanggal dan kekal.
Boleh tanggal Ini adalah sambungan yang membenarkan pemasangan berulang dan pembongkaran unit pemasangan tanpa merosakkan bahagian. Sambungan tetap boleh tanggal termasuk sambungan berulir, pin, kunci, spline, profil dan terminal.
Sekeping Ini adalah sambungan yang hanya boleh dibongkar dengan pemusnahan. Sambungan tetap kekal dibuat secara mekanikal (menekan, memukau, membongkok, menumbuk dan mengeluarkan timbul), dengan bantuan daya lekatan fizikal dan kimia (kimpalan, pematerian dan gam) dan dengan merendam bahagian dalam bahan cair (mencetak ke dalam acuan tuang, acuan dan lain-lain .)
Satu keping boleh alih sambungan dipasang menggunakan flaring dan free crimping. Pada asasnya, ini adalah sambungan yang menggantikan keseluruhan bahagian, jika pembuatannya dari satu bahan kerja adalah mustahil dari segi teknologi atau sukar dan tidak ekonomik.
Berbenang Sambungan bahagian ialah jenis sambungan boleh tanggal yang paling biasa. Benang ialah unjuran yang terbentuk pada permukaan utama skru dan nat dan terletak di sepanjang garisan heliks. Walaupun kesederhanaan yang jelas, sambungan berulir sangat pelbagai. Oleh itu, sebagai sebahagian daripada kursus semasa, kami akan mempertimbangkan kursus yang terdapat secara meluas dalam pelbagai kami. Tetapi pertama, mari kita berikan klasifikasi umum.
R benang, toleransi dan padan

Mengikut bentuk permukaan utama Terdapat benang silinder dan kon. Yang paling biasa ialah benang silinder. Benang tirus digunakan untuk mengedap dan menyegel sambungan paip, minyak, palam, dll.
Mengikut profil benang Terdapat benang segi tiga, segi empat tepat, trapezoid, bulat dan lain-lain.
Dalam arah heliks membezakan antara benang kanan dan kiri. Untuk benang sebelah kanan, heliks pergi dari kiri ke kanan dan ke atas, untuk benang kiri, ia pergi dari kanan ke kiri dan ke atas. Yang paling biasa ialah benang kanan.
Mengikut bilangan lawatan- benang permulaan tunggal dan berbilang permulaan. Yang paling biasa ialah benang permulaan tunggal.
Benang diperolehi (dibentuk) dalam beberapa cara:
- pemprosesan bilah;
- bergolek;
- pemprosesan kasar;
- penyemperitan dengan menekan;
- pemutus;
- pemprosesan elektrofizikal dan elektrokimia.
Cara yang paling biasa dan universal untuk mendapatkan benang ialah pemprosesan bilah. Ini termasuk:
memotong benang luar dengan die

mengetuk benang dalaman

memusing benang luar dan dalam dengan pemotong dan sikat khas


pengilangan benang benang luar dan dalam menggunakan pemotong cakera dan dapur

memotong benang luar dan dalam dengan kepala benang

bergolek ialah kaedah pemprosesan benang yang paling produktif, memastikan benang yang dihasilkan berkualiti tinggi. Penggulungan benang termasuk:
menggelekkan benang luar dengan dua atau tiga penggelek dengan jejarian, paksi atau suapan tangen

gelek benang luar dan dalam menggunakan kepala gelek benang

menggulung benang luar dengan acuan rata;

menggulung benang luar dengan alat bahagian penggelek

menggulung (menyemperit) benang dalaman menggunakan paip tanpa cip

KEPADA pemprosesan benang yang kasar Ini termasuk pengisaran dengan roda satu benang dan berbilang benang. Digunakan untuk menghasilkan benang yang tepat, terutamanya berjalan.
Penyemperitan dengan menekan digunakan untuk menghasilkan benang daripada plastik dan aloi bukan ferus. Tidak digunakan secara meluas dalam industri.
Pemutus(biasanya di bawah tekanan) digunakan untuk menghasilkan benang berketepatan rendah daripada plastik dan aloi bukan ferus.
Pemprosesan elektrofizikal dan elektrokimia (contohnya, nyahcas elektrik, elektrohidraulik) digunakan untuk menghasilkan benang pada bahagian yang diperbuat daripada bahan dengan kekerasan tinggi dan bahan rapuh, seperti aloi keras, seramik, dsb.
Sekarang mari kita pertimbangkan yang utama parameter geometri benang silinder. Ia termasuk: d luar, d2 tengah dan diameter benang d1 dalam, pic benang p, sudut profil α.

Benang ISO metrik- jenis benang utama untuk pengikat dengan sudut profil α = 600. Digunakan secara meluas di Eropah dan Asia. Profil ialah segi tiga sama sisi dengan bucu terputus. Dimensi ditunjukkan dalam milimeter.

Benang metrik datang dalam nada besar dan kecil. Selalunya, benang yang paling tahan haus dan maju dari segi teknologi dibuat dengan nada yang besar. Benang nada halus digunakan kurang kerap. Di bawah ialah jadual yang disusun berdasarkan GOST 8724-81 "Benang metrik. Diameter dan langkah."
Padang benang untuk benang kasar dan halus (permulaan tunggal)
(Dimensi dalam kurungan digunakan pada piawaian ISO baharu)
|
Benang |
Pic benang P, mm |
|||
|
Benang besar M |
Benang halus M |
|||
|
Kecil |
Kecil 2 |
Superfine |
||
|
M1.2 M1.4 M1.6 M1.8 |
0.25 0.25 0.35 0.35 |
(0.2) (0.2) (0.2) (0.2) (0.2) |
||
|
M2.2 M2.5 M3.5 |
0.45 0.45 |
(0.25) (0.25) (0.35) (0.35) (0.35) |
||
|
M10 |
1.25 |
0.75 1.25 |
0.75 |
0.75 |
|
M12 M14 M16 M18 M20 |
1.75 |
1.25 1.25 |
||
|
M22 M24 M27 M30 M33 |
||||
|
M36 M39 M42 M45 M48 |
(4)3 (4)3 (4)3 |
|||
|
M52 M56 M60 M64 M68 |
(4)3 |
3(2) 3(2) |
2(1.5) 2(1.5) |
|
Sebagai tambahan kepada ciri utama yang disebutkan di atas, terdapat ciri tambahan: runaway, undercut dan undercut.
Bahagian lilitan benang akhir yang mempunyai profil tidak lengkap dipanggil habis benang. Benang habis- bahagian profil yang tidak lengkap dalam zon peralihan benang ke bahagian licin bahagian, yang berlaku apabila alat pemotong dikeluarkan dari produk.
Di bawah benang- saiz bahagian permukaan bahagian yang belum dipotong antara hujung anak tangga dan permukaan sokongan bahagian (apabila bergerak dari satu diameter ke diameter yang lain).
Benang bawah potong- bahagian permukaan bahagian, termasuk kehabisan benang dan potongan bawah.

Saiz undercut adalah penting, contohnya, apabila menyambung dua kepingan keluli nipis: jika undercut terlalu besar, sambungan mungkin tidak ketat.
Terdapat juga beberapa jenis benang inci (1 inci bersamaan dengan 25.4 mm).
UTS benang inci, ISO 5864. Digunakan terutamanya di Amerika Syarikat. Profil ialah segi tiga sama sisi (sudut bucu 60°) dengan bucu terputus. Dengan satu diameter, benang boleh mempunyai pic kasar (UNC) atau halus (UNF). Saiz benang ditunjukkan dalam pecahan satu inci dan dalam bilangan benang setiap inci. Untuk diameter benang kecil, nombor siri benang diletakkan sebelum bilangan lilitan yang dipisahkan oleh tanda sempang: dari 0 hingga 12.
Benang Whitworth Inci BSW. Digunakan terutamanya di UK. Profilnya ialah segi tiga sama kaki (sudut bucu 55 darjah). Dengan satu diameter, benang boleh mempunyai pic kasar (BSW) atau halus (BSF). Dimensi ditunjukkan dalam pecahan satu inci dan dalam benang setiap inci.
|
inci |
Denominasi |
Bilangan benang |
Bilangan benang |
nombor UNC |
Number-chn UNF |
Chn |
Chn |
|
|
1,524 |
0-80 |
|||||||
|
1,854 |
1-64 |
1-72 |
||||||
|
2,184 |
2-56 |
2-64 |
||||||
|
2,515 |
3-48 |
3-56 |
||||||
|
2,844 |
4-40 |
4-48 |
||||||
|
3,175 |
5-40 |
5-44 |
||||||
|
3,505 |
6-32 |
6-40 |
||||||
|
5/32 |
3,969 |
|||||||
|
4,165 |
8-32 |
8-36 |
||||||
|
3/16 |
4,763 |
|||||||
|
4,826 |
10-24 |
10-32 |
||||||
|
5,486 |
12-24 |
12-28 |
||||||
|
7/32 |
5,556 |
|||||||
|
6,350 |
||||||||
|
9/32 |
7,144 |
|||||||
|
5/16 |
7,938 |
|||||||
|
9,525 |
||||||||
|
13/32 |
10,319 |
|||||||
|
7/16 |
11,113 |
|||||||
|
12,700 |
||||||||
|
9/16 |
14,288 |
|||||||
|
15,875 |
||||||||
|
11/16 |
17,463 |
|||||||
|
19,050 |
||||||||
|
22,225 |
||||||||
|
25,400 |
||||||||
|
1 1/8 |
28,575 |
|||||||
|
1 1/4 |
31,750 |
|||||||
|
1 3/8 |
34,925 |
|||||||
|
1 1/2 |
38,100 |
|||||||
|
1 3/4 |
44,450 |
|||||||
|
50,800 |
||||||||
|
2 1/4 |
57,150 |
|||||||
|
2 1/2 |
63,500 |
|||||||
|
2 3/4 |
69,850 |
|||||||
|
76,200 |
||||||||
|
3,25 |
82,550 |
|||||||
|
88,900 |
||||||||
|
3,75 |
95,250 |
|||||||
|
101,600 |
||||||||
|
4,25 |
107,950 |
|||||||
|
114,300 |
||||||||
|
4,75 |
120,650 |
|||||||
|
127,000 |
||||||||
Jadual ringkasan saiz benang inci yang digunakan dan sisihan yang dibenarkan daripadanya dibentangkan di bawah.


Sebagai tambahan kepada benang kejuruteraan silinder, ia digunakan secara meluas dalam pengikat. skru dan benang mengetuk sendiri. Empat ciri utama kumpulan benang ini boleh dibezakan.
diameter: D 1 di sepanjang rabung; D2 - batang
langkah P;
bilangan lawatan n.



Sebagai tambahan kepada mereka, sudut di bahagian atas profil benang α (dalam angka 60±3 darjah) mempunyai pengaruh yang signifikan terhadap sifat mengetuk sendiri produk.
Lebih kecil sudut yang ditentukan, lebih mudah produk dipintal dan lebih mudah benang dibentuk. Skru tradisional yang dihasilkan oleh industri domestik (GOST 1144-80, GOST 1145-80) mempunyai sudut ini sama dengan 600, seperti benang metrik. Skru mengetuk sendiri moden dibuat dengan sudut α=450 atau kurang. Bidang aplikasi dan reka bentuk mereka sangat pelbagai, dan, akibatnya, sedikit diseragamkan. Skru mengetuk sendiri yang bertujuan untuk menskru ke dalam logam (DIN 7976, 7981...7983) dibuat dengan sudut besar (kebanyakannya 600) untuk meningkatkan kekuatan benang di dasar profil. Skru mengetuk sendiri ini adalah produk yang sangat standard dan benangnya dihasilkan mengikut piawaian ISO 1478, EN 2478, DIN 7970 Dalam lukisan dan dokumentasi reka bentuk, huruf ST diletakkan di hadapan diameter benangnya.
Jadual menunjukkan saiz benang ST utama dan reka bentuk hujung utama.


Dalam jadual saiz benang yang dibenarkan dari jenis berbeza yang dibincangkan di atas, untuk setiap saiz nominal nilai maksimum dan minimumnya diberikan. Dan ini sangat munasabah, kerana... Hampir mustahil untuk mengeluarkan mana-mana bahagian dengan kepastian mutlak. Ketepatan pembuatan yang boleh diterima biasanya dicirikan oleh medan toleransi. Mari lihat gambar rajah. (GOST 25346-89. Sistem toleransi dan pendaratan bersatu. Peruntukan am, siri toleransi dan sisihan utama).
Biarkan sesetengah bahagian mempunyai saiz nominal tertentu 10 mm. Mari kita ambil ia sebagai garis sifar pada rajah. Kami akan merancang sisihan positif saiz ini ke atas daripadanya, dan negatif ke bawah. Medan toleransi dalam koordinat jenis ini dipaparkan sebagai jalur berlorek. Sisihan atas dalam rajah boleh mempunyai nilai, sebagai contoh, 2, dan yang lebih rendah - 1 mm. Oleh itu, apabila membuat bahagian ini dengan nilai nominal 10 mm, saiz sebenar harus berada dalam julat 11...12 mm. Toleransi sebenar dalam kes ini ialah 1 mm (12 - 11 = 1). Walau bagaimanapun, terdapat juga parameter kedua yang mencirikan bahagian kami - ini ialah kedudukan medan toleransi pada paksi sisihan.
Dalam contoh kami, medan toleransi terletak sepenuhnya dalam kawasan sisihan positif.
Secara langsung untuk benang metrik, toleransi dikawal oleh GOST 16093-81. Benang metrik. Toleransi. Pendaratan dengan pelepasan."
Toleransi diameter sebenar ditetapkan mengikut darjah ketepatan, ditunjukkan oleh nombor. Set toleransi satu tahap ketepatan dipanggil kualiti (darjah ketepatan).

Kedudukan medan toleransi diameter benang ditentukan oleh sisihan utama dan ditunjukkan oleh huruf abjad Latin, huruf kecil untuk benang luaran dan huruf besar untuk benang dalaman.

Penetapan medan toleransi diameter benang terdiri daripada nombor yang menunjukkan tahap ketepatan dan huruf yang menunjukkanpenyelewengan. Contohnya: 4j; 6g; 6H.
Bergantung pada keperluan untuk ketepatan sambungan berulir, medan toleransi benang bolt dan nat diwujudkan dalam tiga kelas ketepatan bersyarat.
|
Pengikat |
tepat |
Purata |
kurang ajar |
|
Bolt atau stud |
6j; 6g; 6e; 6h |
8j; 8g; |
|
|
skru |
4H; 5H |
5H6H; 6H; 6G |
7H; 7G |
Lokasi medan toleransi untuk benang ditunjukkan secara skematik dalam rajah.

Meja sejagat saiz toleransi untuk pengikat diberikan di bawah. Ia membolehkan, mengetahui julat toleransi dan saiz nominal nilai yang diukur, untuk menentukan saiz sisihan yang dibenarkan.

Jadual serupa wujud khusus untuk benang.

Pilihan julat toleransi benang juga dipengaruhi oleh salutan bahagian. Untuk benang luar yang mempunyai salutan logam anti-karat yang meningkatkan saiz bahagian (penyaduran zink, penyaduran kadmium, penyaduran nikel, penyaduran perak, penyaduran kuprum, dsb.), atau untuk bahagian yang diperbuat daripada tahan karat, tahan haba, asid- keluli tahan dan aloi titanium (tanpa mengira jenis salutan) hendaklah digunakan medan toleransi: 6g (dengan pic benang sehingga 0.45 mm termasuk) dan 6e (dengan pic benang 0.5 mm atau lebih). Untuk benang luar dengan salutan bukan logam, julat toleransi 5j dan 6j digunakan (tanpa mengira jenis salutan).