ტექნიკის ტექნიკური მოვლის ორგანიზება. ავტომობილის ტექნიკური მომსახურების ორგანიზაცია
სამუშაოს ორგანიზება მოვლასამგზავრო მანქანები აშენდება იმის მიხედვით, ეკუთვნის ისინი საჯარო თუ კერძო სექტორს. საჯარო სექტორის სატრანსპორტო საშუალებების მოვლა-პატრონობისთვის, საავტომობილო სატრანსპორტო საწარმოები შეიმუშავებენ განრიგს, რომელიც მოიცავს ავტოპარკის მთელ მოძრავ შემადგენლობას. გრაფიკი შედგენილია ერთი თვის განმავლობაში, გარკვეული საოპერაციო პირობების შესაბამისი სიხშირის საფუძველზე, რეალური დღიური გარბენის გათვალისწინებით.
სატრანსპორტო საშუალების ტექნიკური სამუშაოების ორგანიზება შეიძლება იყოს ბრიგადა ან ერთეულ-ტერიტორიული.
ტექნიკური მომსახურების ორგანიზაციის ბრიგადის ფორმა ითვალისწინებს სპეციალიზებული გუნდების შექმნას, რათა განახორციელონ სამუშაოები ავტომობილის ყველა ერთეულზე და კომპონენტზე ამ ტიპის ტექნიკური მომსახურებისა და შეკეთების ფარგლებში. ერთეულის ზონის სახით, ორგანიზებულია ცალკეული საწარმოო უბნები, რომლებიც შექმნილია ამ ზონისთვის მინიჭებულ ავტომობილის ცალკეულ ერთეულებზე და კომპონენტებზე სარემონტო სამუშაოების შესასრულებლად.
ცალკეული სექტორის სამგზავრო მანქანების მოვლა ხორციელდება ავტოსატრანსპორტო საშუალებების მომსახურების სადგურებზე (STS). ავტოგასამართ სადგურზე მიღებული მანქანები ექვემდებარება სავალდებულო რეცხვას, შემდეგ კი შედიან მიღების ზონაში მათი დასადგენად ტექნიკური მდგომარეობა. მიღებული მანქანები იგზავნება სარემონტო ზონაში, შემდეგ კი მიწოდების ზონაში. მანქანის მფლობელზე გაცემამდე მოწმდება სამუშაოს მოცულობა და ხარისხი, რომელსაც ახორციელებენ ტექნიკური კონტროლის განყოფილებების თანამშრომლები, რომლებიც უშუალოდ არ არიან დაკავშირებული ტექნიკური და სარემონტო პროცესებთან.
მანქანების ტექნიკური და სარემონტო სამუშაოები ნაწილდება საწარმოო უბნებს შორის სამუშაოს შესრულების ტექნოლოგიური სქემის შესაბამისად. სერვის სადგურებზე, მათი სპეციალიზაციისა და შესრულებული სამუშაოს მოცულობიდან გამომდინარე, გამოიყენება მოვლის ორგანიზების ორი მეთოდი: უნივერსალური და სპეციალიზებული პოსტებზე.
სარემონტო მეთოდი უნივერსალურ სადგურებზემოიცავს ამ ტიპის მომსახურების ყველა სამუშაოს შესრულებას (გარდა დასუფთავებისა და რეცხვისა) ერთ პოსტზე ყველა სპეციალობის შემსრულებელთა ჯგუფის (მექანიკოსი, საპოხი მასალები, ელექტრიკოსები) ან ზოგადი დანიშნულების მუშაკების მიერ. ორივე შემთხვევაში, თითოეული სპეციალისტი გარკვეულწილად ასრულებს სამუშაოს თავის ნაწილს ტექნოლოგიური თანმიმდევრობა. უნივერსალურ სადგურებზე ტექნიკური მომსახურების შესრულებისას შესაძლებელია არათანაბარი სამუშაოს შესრულება, რაც დამახასიათებელია სხვადასხვა მარკის მანქანების მომსახურე სადგურებისთვის, როდესაც სამუშაოს დასრულებას სხვადასხვა დრო სჭირდება.
უნივერსალურ პოსტებზე მომსახურების უარყოფითი მხარე მოიცავს შედარებით დაბალ პროდუქტიულობას და ამავე სახელწოდების აღჭურვილობის მრავალჯერადი დუბლირების აუცილებლობას. ამ მეთოდის უპირატესობა არის უფრო მკაფიო პასუხისმგებლობა შესრულებული სამუშაოს ხარისხზე და საჭიროების შემთხვევაში სარემონტო სამუშაოების რუტინულ რემონტთან შერწყმის შესაძლებლობა.
სპეციალიზებულ პოსტებზე მოვლის დროსამ ტიპის მოვლა-პატრონობისთვის სამუშაოს ფარგლები განაწილებულია რამდენიმე პოსტზე. პოსტები და მათზე მუშები, ისევე როგორც პოსტების აღჭურვილობა, სპეციალიზირებულია ოპერაციების ერთგვაროვნების ან მათი რაციონალური თავსებადობის გათვალისწინებით.
სპეციალიზებულ პოსტებზე ტექნიკური მომსახურება შეიძლება იყოს შიდა და ოპერატიული. ნაკადის მეთოდით, სპეციალიზებული პოსტები განლაგებულია უშუალოდ მანქანის მოძრაობის მიმართულებით ან განივი მიმართულებით, ხშირად თანმიმდევრულად სწორი ხაზით. აუცილებელი პირობაამ შემთხვევაში, ავტომობილის ყოფნის ხანგრძლივობა თითოეულ პოსტზე იგივეა.
პოსტების ნაკრები ქმნის მომსახურების წარმოების ხაზს. მოვლის ორგანიზების ამ მეთოდით მცირდება დროის დანაკარგები გადაადგილებისთვის (სატრანსპორტო საშუალებებისა და მუშების) და წარმოების სივრცე უფრო ეკონომიურად გამოიყენება. ამ შემთხვევაში, კონვეიერები გამოიყენება მანქანების ფოსტიდან პოსტზე გადასატანად.
მომსახურების ნებისმიერი საწარმოო ხაზის ცნობილი მინუსი არის სამუშაოების სიის შეცვლის შეუძლებლობა ნებისმიერ პოსტზე. ამის თავიდან ასაცილებლად, ასევე სერვისული მანქანების გადაადგილების უზრუნველსაყოფად საწარმოო ხაზისთვის დადგენილი რიტმით, სარეზერვო „მოცურების“ მუშები უზრუნველყოფილია დამატებითი ოპერაციებისთვის, რომლებიც წარმოიქმნება. ხშირად "მოცურების" მუშაკების ფუნქციები ენიჭება წინამძღოლებს.
უზრუნველყოს ამ პოსტზე სარემონტო სამუშაოების დადგენილი ნუსხის (მოცულობის) განხორციელება, როცა სტანდარტული ხარჯებიგამოყენებულია სამუშაო საათები და მანქანის გაჩერების სავარაუდო ხანგრძლივობა ტექნოლოგიური რუკები, რომელიც შეიძლება იყოს ოპერატიულ-ტექნოლოგიური და მცველი.
ოპერაციული და ტექნოლოგიური რუქები არის ტექნიკური თანმიმდევრობით შედგენილი ტექნიკური ოპერაციების ჩამონათვალი, ავტომობილის ერთეულების, კომპონენტებისა და სისტემების მიხედვით (ძრავა, გადაჭიმვა, გადაცემათა კოლოფი, ენერგოსისტემები, შეზეთვა და ა.შ.).
ადგილზე არსებული ტექნოლოგიური რუქები მოიცავს სამუშაოების ჩამონათვალს თითოეული სამუშაო ადგილისთვის, რომელიც შესრულებულია მოცემულ ადგილას.
საფუძველზე ოპერატიული და ტექნოლოგიური რუკაშედგენილია სამუშაო ადგილის ტექნოლოგიური რუკა. იგი შეიცავს ოპერაციების ჩამონათვალს მათი ტექნოლოგიური თანმიმდევრობით, რომელსაც ასრულებს მოცემული მუშაკი (შემსრულებელი), ხელსაწყოები, აღჭურვილობა, შესრულების ადგილის აღწერა (ზედა, ქვედა, გვერდი), ამავე სახელწოდების მომსახურების პუნქტების რაოდენობა, დროის სტანდარტები. და ტექნიკური პირობები.
სატრანსპორტო საშუალების ზემოდან, გვერდიდან და ქვემოდან მოვლის დროს მოსახერხებელი წვდომის უზრუნველსაყოფად გამოიყენება საინსპექციო თხრილები, ლიფტები, ესტაკადები და ა.შ.
საავტომობილო სატრანსპორტო საწარმოებში და სერვის სადგურებში სატრანსპორტო საშუალებების ტექნიკური მომსახურების ჩატარებისას ფართოდ გამოიყენება მანქანების ტექნიკური მდგომარეობის დიაგნოსტიკა.
დიაგნოსტიკა არის ავტომობილის ტექნიკური მდგომარეობის განსაზღვრის ტექნოლოგია მისი დაშლის გარეშე და პრევენციის ან შეკეთების აუცილებლობის შესახებ დასკვნის გამოცემისათვის. დიაგნოსტიკა უპირველეს ყოვლისა ტარდება ასამბლეის ერთეულებზე, რომლებიც გავლენას ახდენენ მოძრაობის უსაფრთხოებაზე, ისევე როგორც ყველაზე კრიტიკულ და ძვირადღირებულ საწარმოებსა და შეკეთებაზე. დიაგნოზი ტარდება სპეციალიზებულ ხაზებზე ან უნივერსალურ სადგურებზე. გარდა ამისა, ის შეიძლება ნაწილობრივ ორგანულად შევიდეს ტექნიკური წარმოების ხაზში და აკონტროლოს აწყობის განყოფილების მდგომარეობა სამუშაო პროცესში.
სატრანსპორტო განყოფილებების და კომპონენტების ტექნიკური მდგომარეობის დიაგნოსტიკისთვის ფართოდ გამოიყენება სხვადასხვა სადგამები და ინსტრუმენტები, რომელთა დახმარებით შეგიძლიათ შეაფასოთ მანქანის ტექნიკური მდგომარეობა ტექნიკური სამუშაოების ჩატარებამდე და აკონტროლოთ შესრულებული სამუშაოს ხარისხი.
თემის კითხვები: 1. რა არის სამგზავრო მანქანების პრევენციული მოვლის სისტემის არსი? 2. როგორია მანქანების გადაადგილების თანმიმდევრობა ავტოგასამართ სადგურზე? 3. რა ამოცანები აქვს მანქანის დიაგნოსტიკას?
TOკატეგორია:
მანქანების ტექნიკური ექსპლუატაცია
მანქანების მოვლისა და შეკეთების მიზნით წარმოების ორგანიზების მეთოდები
საავტომობილო სატრანსპორტო საწარმოები იყენებენ წარმოების ორგანიზების სხვადასხვა მეთოდს სატრანსპორტო საშუალებების შენარჩუნებისა და ოპერაციული შეკეთებისთვის. ყველაზე ფართოდ გამოყენებული მეთოდებია:
1) სპეციალიზებული გუნდები;
2) ინტეგრირებული გუნდები;
3) აგრეგატულ-სექციური.
ჩამოთვლილთა გარდა, ასევე გამოიყენება მეთოდები, რომლებიც წარმოადგენს კომპლექსური და სპეციალიზებული გუნდების მეთოდისა და აგრეგატულ-სექციური მეთოდის გარკვეულ კომბინაციას.
სპეციალიზებული გუნდების მეთოდი. ამ მეთოდით დისპანსერისა და სახელოსნოების ყველა საწარმოო და ტექნიკური პერსონალი იყოფა სპეციალიზებულ გუნდებად. ერთ-ერთი გუნდი (მუშათა ჯგუფი, რომელსაც ხელმძღვანელობს ოსტატი) აწარმოებს
TO-1. მეორე - TO-2, მესამე - მიმდინარე რემონტი, მეოთხე - მანქანიდან ამოღებული დანაყოფების და კომპონენტების შეკეთება. ამავდროულად, სპეციალიზებულ ჯგუფს შეუძლია მისთვის მინიჭებული და არადანიშნული მანქანების მომსახურება.
სპეციალიზებული გუნდები შედგება სხვადასხვა პროფესიისა და კვალიფიკაციის მუშაკებისგან, რომლებიც აუცილებელია სამუშაოს დადგენილი დიაპაზონის შესასრულებლად (მომწყობები, ლუბრიკანტები, ელექტრიკოსები, კარბუტერის დამლაგები, საბურავების დამჭერები და ა.შ.). თითოეულ გუნდს, სამუშაოს მოცულობიდან გამომდინარე, ჰყავს საკუთარი პერსონალი და საკუთარი სახელფასო სია.
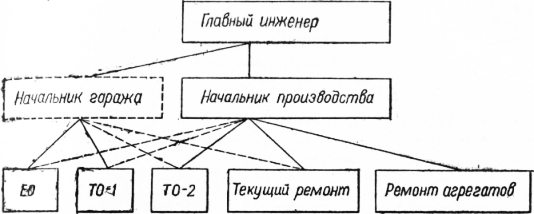
ბრინჯი. 1. სატრანსპორტო საშუალების მოვლა-პატრონობისა და მიმდინარე შეკეთების წარმოების ორგანიზების სქემა სპეციალიზებული ჯგუფების მეთოდით
წარმოების ასეთი ორგანიზებით, არ არსებობს მუშების პირადი პასუხისმგებლობა ხაზის მანქანების საიმედო მუშაობისთვის და ფლოტის ტექნიკური მზადყოფნაზე. სამუშაოს შედეგები ფასდება მხოლოდ იმ მანქანების რაოდენობით, რომლებმაც გაიარეს ტექნიკური მომსახურება. მხოლოდ საკუთარი კონკრეტული სამუშაოების შესრულება, სხვა გუნდებთან კომუნიკაციის გარეშე და დანაყოფების წარუმატებლობის მიზეზების გაანალიზების გარეშე, ისევე როგორც მატერიალური ინტერესის ნაკლებობა მანქანების გამძლეობისა და ოპერაციული საიმედოობის გაზრდის მიზნით, იწვევს დიდ ტექნიკურ და ეკონომიკურ ზარალს. საავტომობილო სატრანსპორტო საწარმო (სურ. 160).
სატრანსპორტო საშუალების მოვლისთვის წარმოების სპეციფიკა ( დიდი რაოდენობაოპერაციები, სხვადასხვა მარკის მანქანები და მათი ტექნიკური მდგომარეობის სხვადასხვა დონე) ართულებს სამუშაოს ხარისხის ეფექტურად კონტროლს. შედეგად, რიგ შემთხვევებში, ტექნიკური მომსახურება ხორციელდება ფორმალურად და არასრულად, რაც იწვევს მიმდინარე რემონტის მოცულობის მკვეთრ ზრდას და ფლოტის ტექნიკური მზადყოფნის კოეფიციენტის შემცირებას.
საავტომობილო სატრანსპორტო საწარმოების სურვილი გაზარდონ მანქანების წარმოების სიჩქარე ხაზზე, საჭიროებს მანქანების მოვლა-შეკეთებაში ჩართული მუშაკების გადანაწილებას რემონტში ჩართული მუშაკების რაოდენობის გაზრდის მიმართულებით. საბოლოო ჯამში, ეს იწვევს სატრანსპორტო საშუალების დაგეგმილი პრევენციული ტექნიკური სისტემის ძირითადი პრინციპის დარღვევას - მის პრევენციულ ხასიათს ყველა შემდგომი შედეგით.
ინტეგრირებული გუნდების მეთოდი. ამ წარმოების მეთოდით იქმნება კომპლექსური გუნდები დისპანსერების მუშაკებისა და სახელოსნოებისგან, რომლებიც მოიცავს სხვადასხვა პროფესიისა და კვალიფიკაციის მუშაკებს.
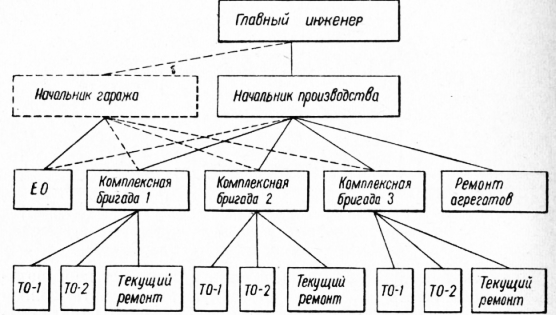
ბრინჯი. 2. სატრანსპორტო საშუალებების ტექნიკური მომსახურებისა და მიმდინარე შეკეთების წარმოების ორგანიზების სქემა ინტეგრირებული გუნდის მეთოდით
ინტეგრირებული გუნდები ჩართულნი არიან მანქანების რუტინულ შეკეთებაში და ამავდროულად გუნდზე მინიჭებული ან არ მინიჭებული მანქანების ერთი ან ორი სახის ტექნიკური ტექნიკური მოვლა-პატრონობის განხორციელებაში. ზოგიერთ შემთხვევაში, ინტეგრირებული გუნდის მუშები ასრულებენ გუნდს მინიჭებული მანქანების ყველა სახის ტექნიკურ ტექნიკურ მომსახურებას და შეკეთებას (ნახ. 2).
შრომის ორგანიზაციის ეს მეთოდი ასევე ინარჩუნებს პირადი პასუხისმგებლობის ნაკლებობას ტექნიკური მომსახურებისა და შეკეთების ხარისხზე. თუმცა, ის შეზღუდულია გუნდის სიდიდით. თითოეული გუნდის სურვილი, ჰქონდეს საკუთარი სამუშაო სადგურები და აღჭურვილობა მანქანების მომსახურებისა და შეკეთებისთვის, იწვევს საავტომობილო სატრანსპორტო საწარმოს მატერიალურ-ტექნიკური რესურსების გაფანტვას და მათ არაეფექტურ გამოყენებას. ასევე რთულია მანქანის მომსახურების უწყვეტი მეთოდის გამოყენება და სათადარიგო ნაწილების რაციონალური გამოყენება და ბირჟის საფონდო ერთეულები.
აგრეგატულ-სექციური მეთოდი. ამჟამად, NIIAT-ის მიერ შემუშავებული ავტომობილების მოვლა-პატრონობისა და რუტინული რემონტისთვის წარმოების ორგანიზების ახალი, ერთეულ ადგილზე მეთოდი ფართოდ გამოიყენება. წარმოების ორგანიზების ამ მეთოდით იქმნება სპეციალიზებული საწარმოო ზონები (მუშათა ჯგუფები, რომლებსაც ხელმძღვანელობენ მექანიკოსი, ოსტატი ან ოსტატი). თითოეული საწარმოო ადგილი ასრულებს ყველა სახის მოვლას და მიმდინარე რემონტისაავტომობილო სატრანსპორტო საწარმოს ყველა სატრანსპორტო საშუალებისთვის განკუთვნილი ნაწილები, შეკრებები და მექანიზმები. საწარმოო ადგილების რაოდენობა დამოკიდებულია ფლოტის ზომაზე, მანქანების ტიპებზე და მათ ტექნიკურ მდგომარეობაზე. ჩვეულებრივ რეკომენდირებულია რვა საწარმოო უბნის შექმნა, საიდანაც ექვსი არის მთავარი და ორი დამხმარე: მე-7 არის სანტექნიკა და მექანიკური და მე-8 არის მოსავლის აღება და სარეცხი ადგილები.
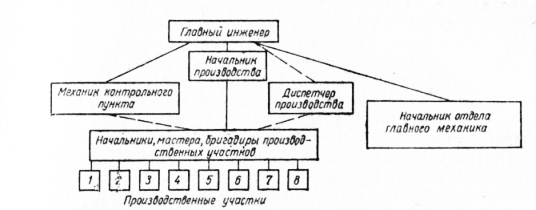
ბრინჯი. 3. სატრანსპორტო საშუალებების მოვლა-პატრონობისა და მიმდინარე შეკეთების წარმოების ორგანიზების სქემა აგრეგატული ფართობის მეთოდით.
საიტების ფორმირებისას ჯერ შედგენილია ნაწილების, მექანიზმების, შეკრებებისა და სისტემების დეტალური სია, რომლებსაც ემსახურება და გარემონტდება შესაბამის უბნებზე. შემდეგ, სამუშაოს სიხშირისა და სირთულის გაცნობით, შეგიძლიათ განსაზღვროთ თითოეულ საწარმოო ადგილზე საჭირო მუშაკების რაოდენობა, მათი სპეციალობა და კატეგორია. მცირე საავტომობილო სატრანსპორტო საწარმოებში ნებადართულია საწარმოო ტერიტორიების გაერთიანება. ყველაზე მიზანშეწონილია 6 და 3, 2 და 1, 7 და 5 შერწყმა. საავტომობილო სატრანსპორტო საწარმოებში, სადაც არ არის საჭირო საწარმოო ბაზა, მე-8 განყოფილება არ იქმნება და მანქანების დასუფთავებასა და რეცხვაზე ყველა სამუშაოს ასრულებენ მძღოლები. მსხვილ საავტომობილო სატრანსპორტო საწარმოებში იქმნება სპეციალური განყოფილება ან განყოფილება აღჭურვილობის შეკეთებისა და მოვლისთვის.
ყველა სატრანსპორტო საშუალების ტექნიკური და რუტინული შეკეთების ორგანიზაციას მართავს წარმოების მენეჯერი. საწარმოო ტერიტორიების ოპერატიული მენეჯმენტის გასაუმჯობესებლად, წარმოების დისპეტჩერი ინიშნება წარმოების მენეჯერის დასახმარებლად.
სამუშაოს ორგანიზების ამ მეთოდით დგინდება მკაფიო პასუხისმგებლობა განყოფილებების და მექანიზმების მოვლა-შეკეთებაზე შესრულებული სამუშაოს ხარისხზე, რაც შესაძლებელს ხდის წარმოების მდგომარეობის სისტემატურ ანალიზს და მიზანმიმართულ სამუშაოს გამძლეობისა და გაუმჯობესების მიზნით. მანქანების ოპერატიული საიმედოობა.
ობიექტებზე შესრულებული სამუშაოების მაღალი სპეციალიზაცია შესაძლებელს ხდის მაღალი ხარისხის ავტოფარეხის აღჭურვილობის გამოყენებას, სამუშაოს მექანიზებასა და ავტომატიზაციას და ამის საფუძველზე აუმჯობესებს სამუშაოს ხარისხს და ამცირებს მის ღირებულებას.
აგრეგატულ-სექციური წარმოების მეთოდის დადებით თვისებებთან ერთად არის ნაკლოვანებებიც. ეს მეთოდი საავტომობილო სატრანსპორტო საწარმოების მუშაკთა ძირითად ყურადღებას მიმართავს მანქანების მიმდინარე შეკეთების გაუმჯობესებაზე. ფაქტობრივად, საავტომობილო სატრანსპორტო საწარმოს ტექნიკური მომსახურების ძირითადი შინაარსი უნდა იყოს მუშაობა სატრანსპორტო საშუალების მოვლის რაციონალური ტექნიკისა და მეთოდების გაუმჯობესებისა და დანერგვისა და განსაკუთრებით პრევენციული სამუშაოების შესახებ.
სატრანსპორტო საშუალების მომსახურებისას, რომელმაც ერთდროულად გამოავლინა გაუმართაობა რამდენიმე ერთეულში და სისტემაში, გარდაუვალია მანქანის მანევრირება (სპეციალიზებულ სადგურებზე) ან მუშაკებს, რაც იწვევს დროის ზედმეტ დაკარგვას; არ არსებობს მისაბმელიანი და ნახევრადმისაბმელიანი ტრაილერების ტექნიკური და შეკეთების საწარმოო ადგილი; არ არის გათვალისწინებული რაციონალური ორგანიზაციამანქანების ცენტრალიზებული ტექნიკური კონტროლი და დიაგნოსტიკა; აღრიცხვის სისტემა რთულია.
წამყვანი საავტომობილო სატრანსპორტო საწარმოები განუწყვეტლივ აუმჯობესებენ წარმოების ერთეულ-ტერიტორიის ორგანიზაციას, იყენებენ ყველა მის პროგრესულ თვისებებს, სამუშაოს სპეციფიკისა და საავტომობილო ტრანსპორტის მატერიალურ-ტექნიკური ბაზის განვითარების გათვალისწინებით.
ერთეულების, კომპონენტების, მოწყობილობებისა და ნაწილების საბრუნავი კაპიტალის სწორი შეძენა მნიშვნელოვანია ავტომობილების მოვლისა და მიმდინარე შეკეთების ერთეულის საიტის მეთოდის დანერგვისას.
TOკატეგორია: - მანქანების ტექნიკური ექსპლუატაცია
ავტომობილის ტექნიკური მომსახურების ორგანიზაცია
ყოველდღიური მოვლის ორგანიზება მოიცავს ტექნიკური მდგომარეობის მონიტორინგს, მანქანების გაწმენდას, რეცხვას და შევსებას საწვავით, ზეთით და ა.შ., ასევე სატრანსპორტო საშუალებების დეზინფექციას (საკვების გადატანა და ა.შ.). ხაზზე გამგზავრებამდე და დაბრუნებისთანავე მოძრავი შემადგენლობის ტექნიკური მდგომარეობის კონტროლს ახორციელებს საკონტროლო-ტექნიკური პუნქტის მექანიკოსი (CTS), კოლონის მექანიკოსი და მძღოლი, ხოლო ხაზზე მუშაობისას - მძღოლი. ამავდროულად, მოწმდება მანქანის სისრულე, გარეგნობა, განათების და სიგნალიზაციის მოწყობილობების მუშაობა, მუხრუჭები და საჭე, ბორბლების დამაგრება, ჰაერის წნევა საბურავებში, საწვავის რაოდენობა, გამონაბოლქვი აირების ტოქსიკურობა.
მოსავლის აღება და სარეცხი სამუშაოები (HW) ტარდება ცალკე შენობაში ან საწარმოო შენობის იზოლირებულ ნაწილში. ეს სამუშაოები შეიძლება შესრულდეს ცალკეულ პოსტებზე მცირე რაოდენობით PS და ყოველდღიური პროგრამა 50-ზე ნაკლები სერვისით, ან საწარმოო ხაზებზე. ტრაქტორის სატრანსპორტო საშუალებები მისაბმელებთან და ნახევრადმისაბმელებთან ერთად გადიან გაწმენდისა და რეცხვის სამუშაოებს.
ყველაზე ფართოდ გამოყენებული ხაზებია ის ხაზები, რომლებიც შედგება სამი სამუშაო პოსტისაგან, ერთი დამხმარე პოსტისაგან და გასასვლელი ვესტიბიულის პოსტისაგან. დამხმარე პოსტი ქმნის მანქანების რეზერვს ხაზის რიტმული მუშაობისთვის, უზრუნველყოფს მანქანების გაცხელებას ზამთარში გარეცხვის წინ და საშუალებას აძლევს მანქანას გაიწმინდოს დიდი დამაბინძურებლებისგან სამუშაო სადგურებზე მისვლამდე.
პირველ სამუშაო სადგურზე ხდება კორპუსის, სალონის და სალონის გაწმენდა, მესამეზე ავტომობილის გაშრობა და შუშის გაწმენდა; ხაზის ვესტიბიულში მდებარე პოსტზე მანქანები ივსება ნავთობით და წყლით და სხვა სამუშაოებით. ზოგჯერ დამხმარე პოსტი და ვესტიბიული არ არის გათვალისწინებული, ხოლო EO მანქანის ხაზი შედგება მხოლოდ ორი პოსტისგან - დასუფთავებისა და რეცხვისგან. ამ შემთხვევაში სატრანსპორტო საშუალებების საწვავის შევსება ხორციელდება სატრანსპორტო საშუალებების EO ზონის გარეთ.
ტექნიკური კონტროლის პუნქტი განკუთვნილია ხაზის გასვლისა და მისგან დაბრუნებისას მანქანების ტექნიკური მდგომარეობის მონიტორინგისთვის, დოკუმენტაციის (სასაზღვრო ბილეთების და ა.შ.) შემოწმებისა და შევსების მიზნით. ის მდებარეობს ATP-ის შესასვლელში. KTP-ს უნდა ჰქონდეს ოთახი მორიგე მექანიკოსისთვის, სატრანსპორტო საშუალებების შესამოწმებელი პუნქტები, აღჭურვილი თხრილებით ან ნახევრად გადასასვლელებით, ჰორიზონტალური პლატფორმა, რომელზედაც, საჭიროების შემთხვევაში, შეგიძლიათ შეამოწმოთ სატრანსპორტო საშუალების მომსახურეობა მოძრაობაში, კომუნიკაცია წარმოების დისპეჩერი, ინსტრუმენტებისა და ხელსაწყოების ნაკრები, საჭის და ფარების ტექნიკური მდგომარეობის შესამოწმებელი ინსტრუმენტები, დესელერომეტრი, გაზის ანალიზატორი (კვამლის მრიცხველი), სახაზავი საწვავის რაოდენობის შესამოწმებლად და ა.შ. ავტომობილის ინსპექტირების ხანგრძლივობაა 2 - 4 წუთი. KTP პოსტების რაოდენობა შეიძლება განისაზღვროს ფორმულით
n = А × t × а в / T× 60, (3.1)
სად ა- მანქანების რაოდენობა ATP-ში;
ტ- ავტომობილის შემოწმების დრო; წთ;
თ- მანქანების გამოშვების (დაბრუნების) დრო, სთ;
და შიგნით- მანქანის წარმოების კოეფიციენტი.
სატრანსპორტო საშუალების ტექნიკური მდგომარეობისა და მრიცხველის მოწყობილობების შესაფასებელი დიაგნოსტიკური მოწყობილობები და ფლოტის მდგომარეობის შესახებ საჭირო ინფორმაციის გადაცემა დისპეტჩერისთვის და ავტომობილების ტექნიკური განყოფილებისთვის შეიძლება დამონტაჟდეს PTS-ში. მოძრავი შემადგენლობის მდგომარეობის შესახებ ინფორმაციის ჩაწერისა და გადაცემის უმარტივესი მოწყობილობები წარმოდგენილია დაფით სხვადასხვა ფერის ნიშნებით ან ნათურებით, რომლებიც შეესაბამება მანქანების გარკვეულ მდგომარეობას (წითელი - მანქანა არის TP-ზე, მწვანე - ხაზი, ყვითელი - TO-ში, ლურჯი - წესრიგში, ATP-ში). მსგავსი დისპლეი დამონტაჟებულია წარმოების მენეჯერთან (წარმოების კონტროლის ცენტრში) და საოპერაციო განყოფილებაში. დისპლეები მუშაობენ სინქრონულად, რაც საშუალებას გაძლევთ მუდმივად გქონდეთ ინფორმაცია მოძრავი შემადგენლობის ტექნიკური მდგომარეობისა და ადგილმდებარეობის შესახებ.
საგუშაგოზე ავტომობილის შემოწმების შემდეგ მძღოლი იღებს საგზაო ანგარიშს და მიემგზავრება ხაზისკენ. როდესაც მანქანები დაბრუნდებიან ATP-ში, ისინი კვლავ შემოწმდება. ამავდროულად, მძღოლი აცნობებს მექანიკოსს მანქანის ტექნიკურ მდგომარეობაში ყველა ცვლილების შესახებ. KTP მექანიკოსი, მძღოლის თანდასწრებით, განსაზღვრავს მანქანის სისრულეს, მოვლის ან შეკეთების საჭიროებას, აღრიცხავს სიჩქარის მაჩვენებლებს და მანქანის დაბრუნების დროს. ავტომობილის ინსპექტირების პარალელურად დგება ATP-ის მიერ მიღებული სააღრიცხვო დოკუმენტაცია. სატრანსპორტო საშუალებების ინსპექტირება ხორციელდება სამუშაოების კონკრეტული ნუსხის მიხედვით, რომელიც შედგენილია ATP-ში, ავტომობილების დიზაინისა და ექსპლუატაციის პირობების გათვალისწინებით.
გაუმართაობის შემთხვევაში იწერება ჩანაწერების ფურცლები, რომლებიც გადაეცემა საწარმოო დისპეჩერს და რჩება მასთან შესაბამისი სატრანსპორტო საშუალების ტექნიკური მომსახურების ან შეკეთების დასრულებამდე.
PTS-ის მუშაობის ორგანიზების მთავარი ნაკლი არის მანქანების არარეგულარული ჩამოსვლა, რაც ზოგჯერ იწვევს მანქანების ტექნიკური მდგომარეობის ცუდი ხარისხის კონტროლს. KTP– ის მუშაობის გასაუმჯობესებლად, ისინი ზრდის მოძრავი შემადგენლობის გამოშვებისა და დაბრუნების დროს, სწავლობენ და აღმოფხვრის მანქანების არათანაბარი (არადროული) დაბრუნების მიზეზებს, ამართლებენ პოსტების და მექანიკის რაოდენობას.
სპეციფიკურ საოპერაციო პირობებში, ტექნიკური მომსახურების რაოდენობა დამოკიდებულია ავტომობილის გარბენზე. საწარმოო პროგრამის გაანგარიშება საშუალებას გაძლევთ განსაზღვროთ მომსახურების რაოდენობა წელიწადში და ცვლაში
N G TO-2 = L G / L TO-2, N G TO-1 = (L G / L TO-1) –N G TO-2 (3.2)
N S TO i =N G TO i /D R.Z, (3.3)
სად ლ გ- მანქანების წლიური გარბენი;
L TO-1, L TO-2- TO-1 და TO-2 სიხშირე;
დ რ.ზ. - სარემონტო ზონის სამუშაო დღეები წელიწადში.
ეს აუცილებელია საწარმოების დაპროექტებისთვის, წლის და ცვლაში ხარჯებისა და სახსრების დაგეგმვისთვის, შრომისა და წარმოების ორგანიზებისთვის. 1-ში ნაჩვენები ციკლური გრაფიკი ხსნის ტექნიკური პროგრამის გენერირების სისტემას. 3.11. ციკლი არის მანქანის გარბენი ყირგიზეთის რესპუბლიკამდე ან მისი ჩამოწერა. მიზანშეწონილია, რომ გაშვებების სიხშირე EO, TO-1, TO-2 და KR-ს შორის იყოს ერთმანეთის ჯერადი.
სურათი 3.11 - ავტომობილის ტექნიკური ციკლის განრიგი
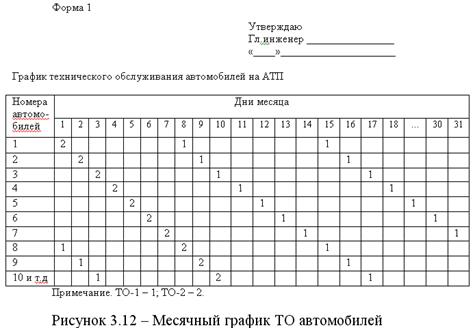
მაღალი ხარისხის მოვლის ერთ-ერთი მთავარი პირობაა მისი დროული დასრულება მიღებული გარბენის შემდეგ. ნაადრევი მოვლა იწვევს შრომის, სახსრებისა და მასალების დაკარგვას, ხოლო შენარჩუნების შესრულება უფრო დიდი გარბენის შემდეგ მიღებულ სიხშირესთან შედარებით იწვევს იმ ფაქტს, რომ მოვლა კარგავს თავის პრევენციულ მნიშვნელობას. არსებობს რამდენიმე ცნობილი მეთოდი მანქანის ტექნიკური მომსახურების ოპერაციული დაგეგმვისთვის: კალენდარული დროის მიხედვით, ფაქტობრივი გარბენის მიხედვით და ა.შ. პირველი მეთოდით, ფორმა 1-ში დგება გარკვეული პერიოდის ტექნიკური გრაფიკი (ნახ. 3.12). იგი განსაზღვრავს თითოეული მანქანის შენარჩუნების დღეს მიღებული სიხშირისა და საშუალო დღიური გარბენის საფუძველზე, რომელიც შეიძლება მნიშვნელოვნად განსხვავდებოდეს დაგეგმილისგან. მითითებული მეთოდიმისაღებია სტაბილური გარბენისა და ავტომობილის გამოყენების მაჩვენებლების მიხედვით. მეორე მეთოდით თითოეულ ავტომობილზე ინახება პერსონალური ბარათი, რომელშიც აღირიცხება დღიური გარბენი და მის მიხედვით ენიჭება ფაქტობრივი მოვლის დღე. მისი მინუსი არის ტექნიკური ზონის რიტმული მუშაობის დაგეგმვისა და ორგანიზების სირთულე. ნებისმიერ შემთხვევაში, ბუღალტერი აცნობებს ექსპლუატაციის განყოფილებას, პაკეტის ტრანსფორმატორის ქვესადგურის მექანიკოსს და წარმოების დისპეჩერს იმ მანქანების ნომრებს, რომლებიც უნდა გაიარონ TO-1 მეორე დღეს და TO-2 ორი დღის შემდეგ.
ტექნიკოსი ამ მანქანების სატრანსპორტო საშუალებებში ჩასაწერად აყენებს ბეჭედს, რომელშიც მითითებულია ტექნიკური მომსახურების სახეობა და მისი შესრულების დღე (მაგალითად, დღეს არის TO-1, ზეგ არის TO-2) და ანიჭებს ისეთ მანქანებს ტრანსპორტირებისთვის, რომლებშიც მათ შეუძლიათ დროულად დაბრუნდნენ ATP-ში. როდესაც KTP მექანიკოსი აბრუნებს მანქანას, რომელსაც სჭირდება მომსახურება ხაზიდან, ის წერს მას ჩანაწერის ფურცელს და გადასცემს მას წარმოების დისპეჩერს. დისპეტჩერი სარეგისტრაციო ფურცლის საფუძველზე ორგანიზებას უწევს ავტომობილის მოვლა-პატრონობას. როდესაც იგი სრულდება და აღირიცხება სააღრიცხვო ფურცელში, ეს უკანასკნელი გადაეცემა შეფუთვის სატრანსფორმატორო ქვესადგურის მექანიკოსს, შემდეგ კი ბუღალტრულ ტექნიკოსს, რომელიც აღრიცხვის ფურცელში ჩანაწერის საფუძველზე აღნიშნავს მომსახურების დასრულებას. დაგეგმვის მეთოდზე, გრაფიკზე ან წინა ბარათზე.
წარმოების განყოფილებების დატვირთვის მნიშვნელოვანი მაჩვენებელია წარმოების მუშაობის რეჟიმი. ეს არის ATP წარმოების ერთეულების ხანგრძლივობა და მუშაობის დრო დღეში, თვესა და წელიწადში. ეს დამოკიდებულია ხაზზე მოძრავი შემადგენლობის ექსპლუატაციის გრაფიკზე, საწარმოო პროგრამის ზომაზე, ხელმისაწვდომი პოსტების რაოდენობაზე და ავტოპარკის ხელმისაწვდომობაზე. საწარმოო ფართიდა აღჭურვილობა.
ავტომობილის გაჩერების დროის შესამცირებლად, მიზანშეწონილია EO და TO-1 ჩატარდეს ცვლათაშორის პერიოდში, ხაზის მანქანების სამუშაო განრიგისა და ATP-ში გატარებული დროის მიხედვით (ნახ. 3.13). TO-2 ჩვეულებრივ ტარდება ერთდღიან ცვლაში.
სურათი 3.13 - მანქანებისა და წარმოების ყოველდღიური განრიგი
როდესაც წარმოება მუშაობს ერთ პირველ ცვლაში, მიიღწევა ყველა სპეციალისტის სამუშაო დროის საუკეთესო გამოყენება. თუმცა, პირველი ცვლა ხედავს უდიდეს მოთხოვნას მანქანებზე ხაზზე და ამიტომ, როგორც წესი, წარმოების პროგრამის უმეტესი ნაწილი ხორციელდება მისი მუშაობის მეორე და მესამე ცვლაში.
ATP-ის მუშაობის პრაქტიკაში გამოიყენება მანქანის მოვლის ტექნოლოგიური პროცესის ორგანიზების ორი მეთოდი: უნივერსალურ და სპეციალიზებულ პოსტებზე (ნახ. 3.14). უნივერსალურ პოსტებზე მომსახურებისას, ამ ტიპის მოვლა-პატრონობის სამუშაოების მთელი მასშტაბი შესრულებულია ერთ პოსტზე. სერვისის ორგანიზების ამ მეთოდით გამოიყენება უპირატესად ჩიხი პარალელური პოსტები. სატრანსპორტო საშუალება შემოდის საყრდენში წინა გადაცემაში და ტოვებს საყრდენს უკანა მიმართულებით. გადასასვლელი, როგორც წესი, გამოიყენება საგზაო მატარებლების მოვლა-პატრონობისა და დასუფთავებისა და რეცხვის ოპერაციებისთვის.
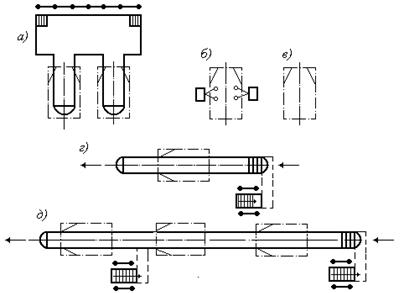
ა, ბ, გ – ჩიხი: თხრილით, ლიფტით, იატაკით; დ – სამგზავრო საშვი თხრილით; d – სპეციალიზირებულია თხრილის მქონე ხაზზე
სურათი 3.14 - სარემონტო სამუშაოების შესასრულებელი პოსტების სქემები
უნივერსალურ სადგურზე (ნახ. 3.15) შესაძლებელია სხვადასხვა მოცულობის სამუშაოების შესრულება, რაც საშუალებას გაძლევთ ერთდროულად მოაწყოთ სხვადასხვა ტიპის მანქანები და განახორციელოთ შესაბამისი რუტინული რემონტი. ეს არის მთავარი უპირატესობა ამ მეთოდითსერვისი. ბოძების ჩიხური მოწყობის მთავარი მინუსი არის დროის დაკარგვა და ჰაერის დაბინძურება გამონაბოლქვი აირებისგან ავტომობილის მანევრირებისას, მისი პოსტზე დაყენებისას და პოსტის დატოვებისას. სპეციალიზებულ პოსტებზე ტექნიკური სამუშაოების შესრულებისას სამუშაოს მხოლოდ ნაწილი სრულდება ცალკეულ პოსტზე, ხოლო ნებისმიერი ტიპის მომსახურების მთელი მოცულობა რამდენიმე პოსტზე (ნახ. 3.16).
1 – სამუშაო მაგიდა; 2 – მკერდი; 3 – ურიკა; 4 – სოკეტი; 5, 12 – მობილური სადგური მექანიკოსისა და ელექტრიკოსისთვის; 6 – ჰაერის გამანაწილებელი სვეტი; 7 – გრუნტიანი თარო; 8 – დარტყმის გასაღები; 9 – ჰიდრავლიკური ლიფტი; 10 – ფეხის საყრდენი; 11 – ყუთი ხელსაწყოებისა და ნაწილებისთვის; 13 – გაზის შეწოვა; 14 – გარდამავალი ხიდი
სურათი 3.15 - უნივერსალური პოსტი TO-1
სპეციალიზებული პოსტები განლაგებულია თანმიმდევრულად ავტომობილის მოძრაობის მიმართულებით. სპეციალიზებული თანმიმდევრულად განლაგებული პოსტების კომპლექტი ქმნის საწარმოო ხაზს ავტომობილის მოვლისთვის. როდესაც შრომა ორგანიზებულია სპეციალიზებული გუნდების მეთოდით, საწარმოო ხაზის პოსტები სპეციალიზირებულია სამუშაოს ტიპის მიხედვით, ხოლო როდესაც შრომა ორგანიზებულია ერთეულის მიხედვით, ერთეულებისა და სისტემების მიხედვით. მანქანების მოძრაობა ხაზის პოსტების გასწვრივ, ჩვეულებრივ, ხორციელდება პერიოდული კონვეიერის გამოყენებით 10-15 მ/წთ სიჩქარით. აუცილებელი პირობა რიტმული და ეფექტური მუშაობასაწარმოო ხაზი არის სატრანსპორტო საშუალების ყოფნის იგივე ხანგრძლივობა საგზაო მატარებლების მოვლა-პატრონობასთან ერთად საწარმოო ხაზებზე ან უნივერსალურ სამგზავრო პუნქტებზე.
1 – სახელმძღვანელო როლიკერი; 2 - საოფისე მაგიდა; 3 – სამუშაო მაგიდა; 4 – ფეხის საყრდენი; 5 – მბრუნავი თარო; 6 – გარდამავალი ხიდი; 7, 15,21 – ელექტრიკოსის, ლუბრიკატორისა და მექანიკოსის მობილური პოსტები; 8 – ურიკა; 9 – ხელსაწყოების და შესაკრავების ყუთი; 10 – ჰიდრავლიკური ლიფტი; 11, 20 – ბორბლების თხილისა და კიბეების დარტყმის ქანჩები; 12 – აბაზანა; 13, 14, – ჰაერისა და ზეთის გამანაწილებელი სვეტები; 16 – ნავთობის გამანაწილებელი ავზი; 17, 19 – სკივრი მასალებისა და ნარჩენებისთვის; 18 – კარიბჭე დრაივი; 22 - ძაბრი ზეთის გადინებისთვის; 23, 24 – მობილური საპოხი და ზეთის სუპერჩამტენები; 25 – სოკეტი; 26, 27 მონტაჟი თერმული ფარდის და გაზის შეწოვისთვის
სურათი 3.16 – საწარმოო ხაზი TO-1
ერთ-ერთი შესაძლო ვარიანტებისპეციალიზებულ პუნქტებზე ავტომობილის ტექნიკური მოვლის ორგანიზება არის ოპერატიულ-პოსტი მეთოდი, როდესაც ტექნიკური სამუშაოების ფარგლები ასევე ნაწილდება რამდენიმე სპეციალიზებულ პოსტს შორის, მაგრამ პოსტები ჩიხშია და ჩვეულებრივ სპეციალიზირებულია დანაყოფების მიხედვით, მაგალითად: 1-ლი პოსტი - წინა და უკანა ღერძი. და დამუხრუჭების სისტემა; მე-2 პოსტი - გადაცემათა კოლოფი, კლაჩი, კარდანის ამძრავი, გადაცემათა კოლოფი; მე-3 პოსტი - ძრავი. სერვისების ორგანიზება ამ მეთოდის გამოყენებით საშუალებას გაძლევთ სპეციალიზიროთ პოსტები, საფოსტო აღჭურვილობა და მუშები. თუმცა, მანქანების პოსტიდან პოსტზე გადატანის აუცილებლობა იწვევს დროის დაკარგვას და გაზით დაბინძურებას შენობაში. მაშასადამე, ეს არ არის მანქანები, რომლებიც მოძრაობენ პოსტებზე, არამედ მუშები, ამრიგად, თითოეული პოსტი უზრუნველყოფს მანქანის მოვლა-შენახვის სამუშაოების მთელ ფარგლებს და ეს არის უნივერსალური, ხოლო მუშები სპეციალიზდებიან მანქანის განყოფილებებსა და სისტემებში.
ხაზის მომსახურების ძირითადი უპირატესობებია სამუშაოს ინტენსივობის შემცირება და შრომის პროდუქტიულობის გაზრდა პოსტების, სამუშაოების და შემსრულებლების სპეციალიზაციის გამო; მუშაკთა კვალიფიკაციის შემცირება; საწარმოო სივრცის უკეთ გამოყენება. თუმცა, ამ და სხვა ინდიკატორების გაუმჯობესება უწყვეტი წარმოების დროს შესაძლებელია იმ პირობით, რომ ხაზები მუშაობენ რიტმულად.
ტექნიკური მოვლის პროცესის ორგანიზების მეთოდის არჩევანი ძირითადად დამოკიდებულია წარმოების პროგრამაზე (მანქანების რაოდენობაზე), ფლოტის სტრუქტურაზე, შინაარსის თანმიმდევრულობაზე და სამუშაოს ინტენსივობაზე ტექნიკური მომსახურებისთვის, მომსახურების შრომის ინტენსივობა და მანქანების მუშაობის რეჟიმი ხაზზე. ასე რომ, მაგალითად, დიდი ATP-ისთვისაც კი, რომელიც ემსახურება საქალაქთაშორისო ტრანსპორტირებას, ხაზიდან მანქანების დაბრუნების დროის გაურკვევლობის გამო, ხაზის მოვლის ორგანიზება შეიძლება არაპრაქტიკული იყოს. როგორც წესი, მიზანშეწონილია მოვლა შიდა მეთოდის გამოყენებით, თუ ეს შესაძლებელია ATP-ში დიდი რაოდენობაიგივე ტიპის მანქანები, მუდმივი მოცულობით და სამუშაო სირთულით. მოვლის ნაკადის მეთოდი ასევე გამოიყენება იმ შემთხვევაში, თუ საწარმოს აქვს სხვადასხვა ტიპის ავტოპარკი, თუ თითოეული ტიპის სატრანსპორტო საშუალების წარმოების პროგრამა იძლევა მის გამოყენებას. მანქანის მომსახურებისთვის სხვადასხვა სახისშესაძლებელია იგივე საწარმოო ხაზის გამოყენება, მაგრამ ქ სხვადასხვა დროსდღეები. დიდი სატრანსპორტო საშუალებების და საგზაო მატარებლების მომსახურებისას საჭიროა დიდი ტერიტორიები მათი მანევრირებისთვის. ამიტომ, ასეთი მანქანების მცირე ფლოტითაც კი, TO-1 ჩვეულებრივ იწარმოება ნაკადში. საწარმოო ხაზებზე მოვლა მიზანშეწონილია, თუ TO-1-ის რაოდენობა 15-ზე მეტია, ხოლო TO-2 - იმავე ტიპის მანქანების 7 სერვისზე მეტი ცვლაში. მოსავლის აღება და სარეცხი სამუშაოები ტარდება საწარმოო ხაზებზე, როდესაც ცვლაში 50-ზე მეტი მანქანა ემსახურება. მცირე საწარმოო პროგრამით, სხვადასხვა ტიპის მანქანებით, სხვადასხვა ოპერაციული პირობებით, მანქანების მუშაობის სხვადასხვა რეჟიმებით, რომლებიც არ უზრუნველყოფენ საწარმოო ხაზის შეუფერხებელ მუშაობას და ა.შ., უფრო მიზანშეწონილია გამოიყენოთ ტექნიკური მეთოდი უნივერსალურ სადგურებზე.
სარემონტო პოსტებზე მუშაკთა შრომის ორგანიზება დამოკიდებულია სამუშაო პროგრამაზე, შრომის ორგანიზაციის მიღებულ მეთოდზე და წარმოების ტექნოლოგიურ პროცესზე. მოვლის დროს, ჩვეულებრივ, ტარდება თანმხლები რუტინული რემონტი. TO-2-ის მქონე მანქანების 80%-მდე მოითხოვს TR. შესაბამისი რუტინული რემონტი შეიძლება შესრულდეს ტექნიკური მომსახურების წინ და შემდეგ და ერთდროულად TO-2-ის წარმოებასთან. საწარმოო ხაზების TO-1 და TO-2 სპეციალიზებულ პოსტებზე რეკომენდებულია განახორციელოს მხოლოდ გარკვეული ჩამონათვალი, დაკავშირებული არაშრომის ინტენსიური რემონტით, რომელთა განხორციელება არ არღვევს ხაზის მუშაობის მიღებულ სინქრონიზაციას. TO-2 ხაზზე, რეკომენდირებულია შესაბამისი რემონტის ჩატარება ჯამური შრომის ინტენსივობით, რომელიც არ აღემატება TO-2-ის სტანდარტული შრომის ინტენსივობის 20%-ს. რეკომენდირებულია ძირითადი რუტინული რემონტის ჩატარება მანქანების TO-2-ზე განთავსებამდე. ამისათვის, TO-2-მდე ორი დღით ადრე, მანქანა დიაგნოზირებულია. დიაგნოსტიკური შედეგების საფუძველზე მიიღება გადაწყვეტილება რემონტის დროზე და მზადდება საჭირო კომპონენტები, შეკრებები და მასალები. თუმცა, ძირითადი რემონტის საჭიროება ხშირად იდენტიფიცირებულია სარემონტო პროცესის დროს. შემდეგ იგი ტარდება ტექნიკური მომსახურების პარალელურად ან მას შემდეგ, რაც შესრულდება ავტომობილის ტექნიკური სადგურებზე. ტექნიკური-2 და მასთან დაკავშირებული რემონტის ცალკე შესრულება მნიშვნელოვნად ართულებს წარმოების ორგანიზაციას. ამიტომ, ბევრ ATP-ზე, ასოცირებული რემონტის უმეტესობა ტარდება ერთდროულად TO-2-თან და იმისათვის, რომ არ დაირღვეს ხაზის მუშაობის მიღებული რეჟიმი, უზრუნველყოფილია "მოცურების" მუშები და შემსრულებლები ჩართულნი არიან ტექნიკურ შეკეთებაში. მანქანები და დანაყოფები.
პოსტებზე სამუშაო დროის გამოყენების გასაუმჯობესებლად, სამუშაო უნდა შესრულდეს გარკვეული ტექნოლოგიური თანმიმდევრობით. ამ მიზნით შედგენილია საოპერაციო ნაკადების სქემები (ცხრილი 3.1), რომელიც შეიცავს სიას და სტანდარტულ დროს ტექნიკური ოპერაციების შესრულების გარკვეული ტექნოლოგიური თანმიმდევრობით.
ცხრილი 3.1 - ოპერაციული ნაკადის სქემა GAZ-33021 მანქანის TO-2-ისთვის. Clutch
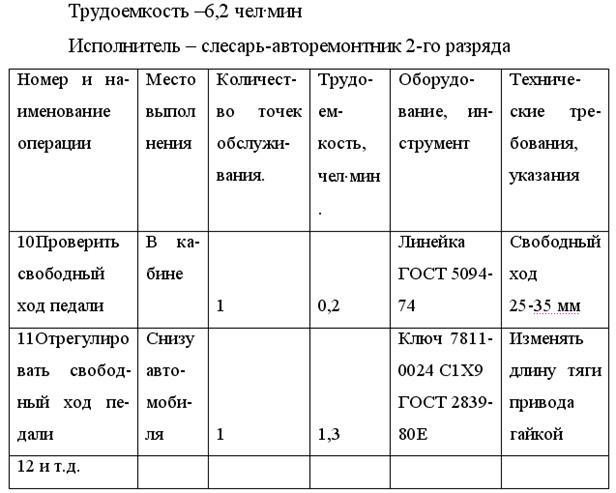
სამუშაოების განაწილება პოსტებისა და შემსრულებლების მიხედვით მითითებულია შემსრულებლების განაწილების რუკებში პოსტებისა და სამუშაო ადგილების მიხედვით. ოპერატიული ტექნოლოგიური რუკებისა და შემსრულებლების განთავსების რუკების საფუძველზე შედგენილია პოსტტექნოლოგიური რუკები. ამ სამ დოკუმენტში ტრანზაქციის ნომრები უნდა ემთხვეოდეს.
სხვადასხვა ტიპის სატრანსპორტო საშუალებების მუშაობისას სხვადასხვა პირობებში მუშაობის შრომის ინტენსივობის დიდი რყევებით, ტექნიკური სამუშაოები ტარდება უნივერსალურ სადგურებზე და ამავდროულად ტარდება შესაბამისი რუტინული რემონტის მთელი ფარგლები. ამ შემთხვევაში, ტექნოლოგიური რუქები ცალკე შედგენილია იმავე ტიპის მანქანებისთვის, ხოლო მუშებს შორის ურთიერთდახმარება ფართოდ გამოიყენება ცალკეული მუშაკების გარდაუვალი არათანაბარი დატვირთვის აღმოსაფხვრელად სხვადასხვა ტიპის მანქანების მოვლის დროს. პოსტებსა და საწარმოო ხაზებზე მანქანების მოვლის ტიპიური ორგანიზაცია და ტექნოლოგია წარმოდგენილია ნახ. 3.17.
y – უნივერსალური; o – მოლოდინები; h, b – მოვლა ძრავის გაშვებით და მის გარეშე; s, k – საპოხი მასალები და ტესტებისქემები 1, 11,111 - შესაბამისად, მომსახურება პოსტებზე, 4- და 5-ფოსტა საწარმოო ხაზები
სურათი 3.17 - ტექნიკური ორგანიზაციის დიაგრამები
იგი მოიცავს პოსტების და საწარმოო ხაზების ტიპებს, ხაზების ტექნოლოგიურ განლაგებას სიით საჭირო აღჭურვილობაოპერაციული და ტექნოლოგიური რუქები, პოსტტექნოლოგიური რუქები, შემსრულებლების განლაგების დიაგრამები ხაზის პოსტებზე, რეკომენდაციები საწარმოო ხაზების გამართვისა და სინქრონიზაციისთვის.
საწარმოებში აღჭურვილობის მოვლა-პატრონობისა და შეკეთების ორგანიზაცია გადამწყვეტ როლს თამაშობს თანამედროვეობაში ეკონომიკური პირობები, ხასიათდება კრიზისული ფენომენებით და მაღალი დონისკონკურსი. აღჭურვილობის ნებისმიერი გაუმართაობა და ავარია ნიშნავს იძულებით შეფერხებას, დაბალი ხარისხის პროდუქციის წარმოებას და დროის დამატებით დაკარგვას, ნაღდი ფული. ამიტომ, რაციონალური ორგანიზაცია, აღჭურვილობის შენარჩუნება და შეკეთება, განსაკუთრებით ფართომასშტაბიანი და უწყვეტი წარმოების მქონე საწარმოებისთვის, მნიშვნელოვან როლს ასრულებს წარმატებული ბიზნეს საქმიანობის უზრუნველყოფაში.
ასე რომ, ჩვენ აღვნიშნავთ, რომ ტერმინი "ორგანიზაცია" ფართო გაგებით ნიშნავს მოწყობილობას, რაღაცის ერთ მთლიანობაში ერთობლიობას. ორგანიზაცია გულისხმობს მთლიანის ნაწილების შინაგან მოწესრიგებას, როგორც სასურველი შედეგის მიღწევის საშუალებას. თავის მხრივ, საწარმოს, მის ცალკეულ სერვისებსა და განყოფილებებს აქვს საკუთარი სტრუქტურა. ო.გ.ტუროვეცის აზრით, სტრუქტურა წარმოადგენს ორგანიზაციის შიგნით სხვადასხვა ფუნქციებისა და აქტივობების ურთიერთკავშირს; სისტემის ელემენტები, მათი კავშირები და განუყოფელი თვისებები, თუ ისინი უზრუნველყოფენ სისტემის სტაბილურ მდგომარეობას. სტრუქტურა უნდა შეესაბამებოდეს ორგანიზაციის მიზნებს, ამოცანებს, განყოფილებას და უნდა მოერგოს მათ.
ზემოაღნიშნულიდან შეგვიძლია დავასკვნათ, რომ საწარმოში აღჭურვილობის მოვლა-პატრონობისა და შეკეთების ორგანიზება გულისხმობს სპეციალიზებულის შექმნას და ექსპლუატაციას. სტრუქტურული დანაყოფები, აღჭურვილობის მოვლისა და შეკეთების ფუნქციების განხორციელება, აგრეთვე საჭირო დოკუმენტაცია(სტანდარტები, რეგულაციები, წესები), რომლებიც არეგულირებს ამ ერთეულების შექმნას და ფუნქციონირებას. თანამედროვე საწარმოებში ტექნიკური და სარემონტო მომსახურების სტრუქტურა უნდა შეესაბამებოდეს მათ ზომას, სპეციალობას, საქმიანობის მასშტაბს, ხელმისაწვდომ რესურსებსა და სპეციფიკურ მახასიათებლებს. საწარმოს პარამეტრებიდან (მასშტაბი, სპეციალიზაცია, წარმოების ორგანიზების ფორმა) დამოკიდებულია, მას შეუძლია მოაწყოს ტექნიკური ტექნიკური მომსახურების მცირე განყოფილება ან საკმაოდ დიდი აღჭურვილობის მომსახურება. უმეტეს შემთხვევაში, მცირე და ზოგიერთ საშუალო ზომის საწარმოებში, აღჭურვილობის მოვლა-შეკეთება (ჩვეულებრივ, რუტინული ტექნიკური ოპერაციებისა და მცირე რემონტის გარდა) ხორციელდება სპეციალიზებული მესამე მხარის ორგანიზაციების, აგრეთვე აღჭურვილობის მომწოდებლების მიერ (გარანტია და ფოსტა. - საგარანტიო რემონტი). მსხვილ მანქანათმშენებელ საწარმოში ორგანიზებულია გენერალური ქარხნისა და საამქროს ტექნიკური და სარემონტო განყოფილებები ტექნიკური და სარემონტო ფუნქციების შესასრულებლად. მათ შორის, ჩვენ გამოვყოფთ მთავარი მექანიკოსის განყოფილებას, რომელიც მოიცავს აღჭურვილობის შეკეთების დიზაინის ბიუროს, წარმოების დაგეგმვის ბიუროს, სარემონტო და ხელსაწყოების მაღაზიებს, სათადარიგო ნაწილებისა და მასალების ცალკეულ საწყობებს, ცალკეულ მაღაზიებში სარემონტო ზონებს, სადისპეტჩერო ბიუროს და ზოგიერთს. სხვა განყოფილებები (საწარმოს სპეციფიკიდან გამომდინარე). ეს განყოფილება ახორციელებს საწარმოს მთელი სარემონტო ობიექტის საპროექტო, ტექნოლოგიურ, საწარმოო და ეკონომიკურ დაგეგმარებას. სარემონტო მაღაზიაში იქმნება გუნდები აღჭურვილობის მოვლისა და შეკეთებისთვის. მათი ძირითადი ამოცანებია აღჭურვილობის პრევენციული მოვლა და აღჭურვილობის გაფუჭებისა და გამორთვის შემთხვევაში ადგილზე მისვლა გამოძახებისთანავე და აღმოჩენილი ხარვეზების რაც შეიძლება სწრაფად აღმოფხვრა.
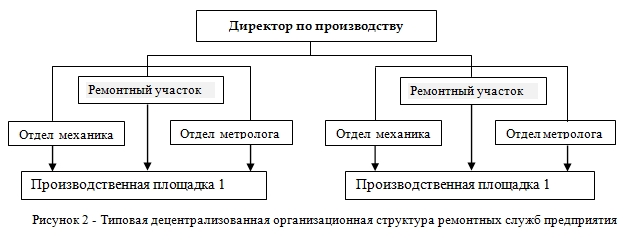
მიმდინარე ორგანიზაციული სტრუქტურები სარემონტო მომსახურება სამრეწველო საწარმოებიძირითადად ჩამოყალიბდა გასული საუკუნის 60-70-იან წლებში და მას შემდეგ პრაქტიკულად არანაირი ცვლილება არ განიცადა. თანამედროვე ლიტერატურულ წყაროებში, მაგალითად, წარმოდგენილია ტუროვეც ო.გ., კოზლოვსკი ვ.ა., რადნევსკი მ.ვ., ზაიცევი ე.ი., მიტიუშინ ვ. სხვადასხვა ვარიანტებიაღჭურვილობის მოვლისა და შეკეთების მომსახურების ორგანიზაციული სტრუქტურები. ისტორიულად სამი იყო მიკროსქემის დიაგრამებისაწარმოს სარემონტო მომსახურების ორგანიზაცია: ცენტრალიზებული, დეცენტრალიზებული და შერეული.
ცენტრალიზებული გამოყენებისას ორგანიზაციული სტრუქტურააღჭურვილობის ტექნიკური და სარემონტო მომსახურება, რომელიც წარმოდგენილია სურათზე 1, ყველა სახის სამუშაოს ასრულებენ სპეციალიზებული საამქროები, რომლებიც ძირითადი წარმოების ნაწილია.
ზე დეცენტრალიზებული სტრუქტურა (სურათი 2) ყველა სახის აღჭურვილობის ტექნიკური და სარემონტო სამუშაოები ხორციელდება სარემონტო და ტექნიკური განყოფილებების მიერ (განყოფილებები და განყოფილებები), რომლებიც წარმოადგენენ ძირითად საწარმოო საამქროების ნაწილს.
შესაბამისად შერეული სტრუქტურით ამ სერვისებიდან (სურათი 3), სამუშაოს ნაწილს ახორციელებენ სპეციალიზებული საამქროები, ხოლო მეორე ნაწილს - სარემონტო და ტექნიკური განყოფილებები, როგორც ძირითადი საწარმოო საამქროების ნაწილი.
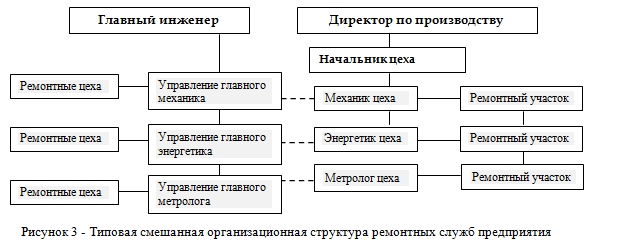
აღსანიშნავია, რომ საშინაო პრაქტიკაში აღჭურვილობის მოვლა-პატრონობასა და შეკეთებაში ჩართულ საინჟინრო და ტექნიკურ სამსახურებს, უმეტეს შემთხვევაში, აქვთ შერეული სტრუქტურა. თუ არსებობს ცენტრალიზებული სერვისები (მთავარი მექანიკოსის განყოფილება, მთავარი ენერგეტიკის განყოფილება და ა.შ.), ძირითადი წარმოების თითოეულ განყოფილებაში არის მსგავსი სერვისები.
ვ. მიტიუშინისა და ა.ტარასოვის თქმით, რუსული მანქანათმშენებლობის საწარმოებში აღჭურვილობის მოვლისა და შეკეთების მომსახურების შერეული ორგანიზაციული სტრუქტურის გამოყენება განპირობებულია იმით, რომ ტექნიკური და სარემონტო სისტემები თავდაპირველად აშენდა ფუნქციონალურ ხაზებზე. ამიტომ მათი ორგანიზაციული სტრუქტურა ჩამოყალიბდა შესაბამისი ფუნქციონალური სფეროების მიხედვით, რომლებიც განისაზღვრებოდა, უპირველეს ყოვლისა, აღჭურვილობის სახეობებით (ტექნოლოგიური, ენერგეტიკული და ა.შ.). ამ სტრუქტურას აქვს თავისი დადებითი და უარყოფითი მხარეები. მის უპირატესობებს შორის გამოვყოფთ:
1. უფლებამოსილებებისა და პასუხისმგებლობების მკაფიო განაწილება ინდივიდუალური ფუნქციების შესასრულებლად (მაგალითად, ტექნოლოგიური აღჭურვილობაპასუხები მთავარი მექანიკოსი, ენერგეტიკა - მთავარი ენერგეტიკის ინჟინერი და სხვ.);
2. გადაწყვეტილების მიღებისა და განხორციელების ეფექტურობა, ვინაიდან მენეჯმენტის თითოეულ დონეზე ნებისმიერ ხაზის მენეჯერს აქვს ყველა საჭირო რესურსი იმისათვის, რომ მიიღოს და განახორციელოს თითქმის ნებისმიერი გადაწყვეტილება, რომელიც დაკავშირებულია აღჭურვილობის ფუნქციონირების უზრუნველსაყოფად;
3. ტექნიკური და სარემონტო განყოფილებების ფუნქციური სპეციალიზაცია, რომელიც ითვალისწინებს განყოფილებების მკაფიო დაყოფას გარკვეული ტიპის პრობლემის სწრაფად გადაჭრისთვის.
აღჭურვილობის მოვლისა და შეკეთების მომსახურების შერეული ორგანიზაციული სტრუქტურების უარყოფითი მხარეები მოიცავს:
1. უფსკრული მთავარი სპეციალისტებისა და მათი შესაბამისი ინჟინერ-ტექნიკური მუშაკების სამსახურებს შორის მთავარ საწარმოო მაღაზიებში;
2. მთავარ საწარმოო მაღაზიებში სპეციალისტების საქმიანობის მონიტორინგის პრობლემა მთავარი სპეციალისტების (მთავარი მექანიკოსის განყოფილება);
3. ფუნქციონალური სპეციალიზაცია, რაც ართულებს პასუხისმგებლობის პერსონიფიცირებას რთული პრობლემების გადაჭრაზე;
4. აღჭურვილობის მოვლისა და რუტინული შეკეთების პროცესის არასაკმარისი კონტროლირებადი ორმაგი დაქვემდებარების გამო;
5. დიდი უფსკრული სარემონტო მომსახურებისა და ძირითადი საწარმოო განყოფილებების მექანიზაციის, ავტომატიზაციისა და ტექნიკური აღჭურვილობის დონეებში.
ცხადი ხდება, რომ, მიუხედავად თანამედროვე მანქანათმშენებლობის საწარმოების ტექნიკური და სარემონტო მომსახურების ორგანიზაციის შერეული ფორმის უპირატესობებისა, მისი უარყოფითი მხარეები იწვევს მნიშვნელოვანს. მატერიალური დანაკარგებიდა ამ სერვისების ეფექტურობის შემცირება. ზემოაღნიშნული სტრუქტურული ხარვეზების აღმოსაფხვრელად, ზოგად შემთხვევაში, საჭიროა ღონისძიებების ერთობლიობა, რომელიც დაკავშირებულია საწარმოო პროცესების მართვისა და აღჭურვილობის მუშაობის უზრუნველსაყოფად ამოცანების დაყოფასთან, აგრეთვე აღჭურვილობის ტექნიკური და სარემონტო სამუშაოების ორგანიზებასა და განხორციელებასთან. მომსახურების შენარჩუნების პრინციპზე დაყრდნობით. გთხოვთ გაითვალისწინოთ, რომ სერვისის მოვლა გულისხმობს სამუშაოების (მომსახურების) კომპლექტის შესრულებას, რომელიც მიზნად ისახავს მოწყობილობის მუშა მდგომარეობაში შენარჩუნებას მისი შენარჩუნებისას. ტექნიკური პარამეტრები, როგორც საგარანტიო პერიოდის განმავლობაში, ასევე მთელი მომსახურების ვადის განმავლობაში და ხორციელდება დამკვეთის შენობაში სპეციალიზებული ორგანიზაციების მიერ. დასასრულს, ჩვენ აღვნიშნავთ, რომ არსებობს ორგანიზაციული სტრუქტურის მრავალი ალტერნატიული ფორმა აღჭურვილობის მოვლისა და შეკეთების მომსახურებისთვის. ჩვენ მიერ წარმოდგენილი ვარიანტები ასახავს ზოგადი პრინციპებიმათი ორგანიზაციები, რომლებიც შეიძლება გამოყენებულ იქნას სხვადასხვა ინდუსტრიაში საკუთარი ეფექტური აღჭურვილობის ტექნიკური მომსახურების შესაქმნელად.
გამოყენებული ლიტერატურის სია
1. Turovets O. G. წარმოების ორგანიზაცია: სახელმძღვანელო. უნივერსიტეტებისთვის / O. G. Turovets, V. N. Popov, V. B. Rodionov და სხვები; რედ. ო.გ. ტუროვეც. მეორე გამოცემა, დამატებული – მ.: „ეკონომიკა და ფინანსები“, 2002. – 452 გვ.
2. აღჭურვილობის შეკეთების და ტექნიკური მენეჯმენტი / ელექტრონული გამოცემა / http://www.bitec.ru, 2008 წ.
3. Fatkhutdinov R. A. წარმოების მენეჯმენტი: სახელმძღვანელო / R. A. Fatkhutdinov - მე-4 გამოცემა, შესწორებული. და დამატებითი – პეტერბურგი: პეტრე, 2004. – 492გვ.
4. Dubrovin I. A. წარმოების ორგანიზაცია საწარმოებში. სახელმძღვანელო სახელმძღვანელო / I. A. Dubrovin M: Colossus, 2004 - 359 გვ.
5. Radnevsky M.V. წარმოების ორგანიზაცია: საწარმოს დაჩქარებული განვითარების ინოვაციური სტრატეგია: სახელმძღვანელო. შემწეობა / M.V. Radnevsky. – Mn.: NC PUE “მენეჯერი”, 2006. – 430 გვ.
6. კოზლოვსკი ვ.ა. წარმოების მენეჯმენტი: სახელმძღვანელო / რედ. ვ.ა. კოზლოვსკი. M.: INFRA-M, 2005. – 574 გვ.
7. Zaitsev E.I. წარმოების ორგანიზაცია საავტომობილო სატრანსპორტო საწარმოებში. სახელმძღვანელო სახელმძღვანელო / E. I. Zaitsev. M: აკადემია, 2008 - 176 გვ.
8. Dubrovin I. A. წარმოების ორგანიზაცია საწარმოებში. სახელმძღვანელო სახელმძღვანელო / I. A. Dubrovin M: Colossus, 2004 - 359 გვ.
9. Mityushin V. S. მითი 5: საწარმოს სარემონტო და საინჟინრო მომსახურების ორგანიზაცია, არ არსებობს ეფექტურობის გაზრდის გზები / V. S. Mityushin // სამრეწველო რესტრუქტურიზაციის კომპასი. – No1 – 2005 – გვ 25-33.