Berendezések műszaki karbantartásának megszervezése. Gépjárművek karbantartásának megszervezése
A munka megszervezése karbantartás személygépkocsikat attól függően építenek, hogy az állami vagy a magánszektorhoz tartoznak. A közszféra járművei karbantartására a gépjárművek a járműpark teljes gördülőállományára kiterjedő menetrendeket dolgoznak ki. A menetrendet egy hónapra állítják össze, bizonyos üzemi feltételeknek megfelelő gyakoriság alapján, figyelembe véve a tényleges napi futásteljesítményt.
A járműkarbantartási munka szervezése lehet brigád vagy egységterületi.
A karbantartó szervezet brigád formája speciális csapatok létrehozását írja elő a jármű minden egységén és alkatrészén végzett munkák elvégzésére az ilyen típusú karbantartási és javítási körön belül. Telephelyi egység formájában külön gyártási területeket szerveznek, amelyek az ehhez a területhez rendelt jármű egyes egységeinek és alkatrészeinek karbantartási és javítási munkáinak elvégzésére szolgálnak.
Az egyes szektor személygépkocsiinak karbantartását a járműszervizekben (STS) végzik. A benzinkútnál átvett autókat kötelező mosni, majd az átvételi területre bemenni, hogy meghatározzák műszaki állapot. Az átvett járműveket a karbantartási területre, majd a szállítási területre küldik. Mielőtt az autót a tulajdonosnak kiadják, ellenőrzik a munka terjedelmét és minőségét, amelyet a műszaki ellenőrzési osztályok olyan alkalmazottai végeznek, akik nem kapcsolódnak közvetlenül a karbantartási és javítási folyamatokhoz.
Az autókarbantartási és -javítási munkákat a gyártási helyek között a munkavégzés technológiai sémájának megfelelően osztják el. Az üzemanyagtöltő állomásokon szakterületüktől és az elvégzett munka mennyiségétől függően a karbantartás megszervezésének két módszerét alkalmazzák: egyetemes és speciális állásokon.
Karbantartási módszer univerzális állomásokon abból áll, hogy az összes ilyen jellegű szolgáltatást (kivéve a takarítást és mosást) egy munkakörben, minden szakterületen (szerelők, kenőanyagok, villanyszerelők) vagy általános célú munkások egy csoportja végzi. Mindkét esetben minden szakember egy bizonyos keretben végzi el a munka részét technológiai sorrend. Az univerzális állomásokon végzett karbantartások során lehetőség nyílik a különböző márkájú autókat kiszolgáló szervizekre jellemző egyenlőtlen mennyiségű munka elvégzésére, amikor a munka elvégzéséhez eltérő időre van szükség.
Az egyetemes posztokon nyújtott szolgáltatás hátrányai közé tartozik a viszonylag alacsony termelékenység és az azonos nevű berendezések többszöri megkettőzésének szükségessége. Ennek a módszernek az az előnye, hogy egyértelműbb felelősséget vállalunk az elvégzett munka minőségéért, és a karbantartási munkákat szükség szerint össze lehet kapcsolni a rutinjavításokkal.
Karbantartás közben szakposztokon Az ilyen jellegű karbantartási munkák több posztra oszlanak meg. Az álláshelyeket és az azokon dolgozókat, valamint az állások felszerelését a műveletek homogenitásának vagy racionális összeegyeztethetőségének figyelembevételével specializálják.
A szakposztokon végzett karbantartás lehet soron belüli és operatív posta. Az áramlási módszerrel a speciális oszlopok közvetlenül a jármű mozgásának irányában vagy keresztirányban helyezkednek el, gyakran egymás után egyenes vonalban. Szükséges feltétel Ebben az esetben a jármű minden poszton való tartózkodásának időtartama azonos.
Az oszlopkészlet alkotja a szolgáltatási gyártósort. Ezzel a karbantartás-szervezési módszerrel csökken a mozgás (a járművek és a dolgozók) idővesztesége, és gazdaságosabb a termelési terület kihasználása. Ebben az esetben szállítószalagok segítségével szállítják az autókat postáról postára.
Bármely szolgáltatás gyártósorának jól ismert hátránya, hogy a munkakör listája nem módosítható bármelyik poszton. Ennek elkerülésére, valamint a kiszolgált járművek postáról posztra való, a gyártósorra megállapított ritmus szerinti mozgásának biztosítására tartalék „csúsztató” munkásokat biztosítanak a felmerülő további műveletekhez. A „csúsztató” munkások feladatait gyakran művezetőkre bízzák.
A megállapított karbantartási lista (kör) végrehajtásának biztosítása ezen a poszton, amikor standard költségek munkaidőt és a jármű leállásának becsült időtartamát használják fel technológiai térképek, amely lehet üzemi-technológiai és őrző.
Az üzemeltetési és technológiai térképek a karbantartási műveletek technológiai sorrendben összeállított listája, a jármű egységei, alkatrészei és rendszerei (motor, tengelykapcsoló, sebességváltó, energiaellátó rendszerek, kenés stb.) szerint.
A helyszíni technológiai térképek az egyes munkahelyeken, adott helyen végzett munkák listáját tartalmazzák.
alapján működési és technológiai térkép elkészítik a munkahely technológiai térképét. Tartalmazza az adott dolgozó (végrehajtó) által elvégzett műveletek felsorolását technológiai sorrendben, szerszámokat, berendezéseket, a végrehajtás helyének leírását (felső, alsó, oldalsó), az azonos nevű szervizpontok számát, időszabványokat. és műszaki feltételek.
A karbantartás során a járműhöz való kényelmes hozzáférés érdekében felülről, oldalról és alulról ellenőrző árkokat, lifteket, felüljárókat stb. alkalmaznak a legelterjedtebbek a szervizeken.
A gépjárművek karbantartása során a gépjárműveknél és a benzinkutaknál széles körben alkalmazzák a járművek műszaki állapotának diagnosztizálását.
A diagnosztika egy jármű (egység, egység) műszaki állapotának szétszerelés nélkül történő meghatározására és a megelőzés vagy javítás szükségességére vonatkozó következtetés kiadására szolgáló technológia. A diagnosztikát elsősorban a közlekedésbiztonságot befolyásoló összeszerelési egységek, valamint a legkritikusabb és legköltségesebb gyártási és javítási munkák végzik. A diagnózist speciális vonalakon vagy univerzális állomásokon végzik. Ezenkívül részben szervesen beépíthető a karbantartási gyártósorba, és figyelemmel kísérheti az összeszerelő egység állapotát a munkafolyamat során.
A járműegységek és alkatrészek műszaki állapotának diagnosztizálására széles körben alkalmaznak különféle állványokat és műszereket, amelyek segítségével a karbantartási műveletek elvégzése előtt felmérheti az autó műszaki állapotát, és figyelemmel kísérheti az elvégzett munka minőségét.
Témakérdések: 1. Mi a lényege a személygépkocsik megelőző karbantartási rendszerének? 2. Milyen sorrendben haladnak az autók a szervizben? 3. Milyen feladatai vannak az autó diagnosztizálásának?
TO kategória:
Járművek műszaki üzemeltetése
A járművek karbantartására és javítására szolgáló gyártásszervezési módszerek
A gépjárművek karbantartására és üzemi javítására a gépjárművek különböző termelésszervezési módszereit alkalmazzák. A legszélesebb körben használt módszerek a következők:
1) szakosodott csapatok;
2) integrált csapatok;
3) aggregált-szelvényes.
A felsoroltakon kívül olyan módszereket is alkalmaznak, amelyek a komplex és speciális teamek módszerének és az aggregált-szekciós módszernek egy bizonyos kombinációját képviselik.
Speciális csapatok módszere. Ezzel a módszerrel az orvosi rendelő és a műhelyek összes gyártó- és műszaki személyzete szakosodott csapatokra van osztva. Az egyik csapat (egy munkavezető által vezetett munkáscsoport) termel
TO-1. a második - TO-2, a harmadik - aktuális javítások, a negyedik - a járműből eltávolított egységek és alkatrészek javítása. Ugyanakkor egy speciális csapat szervizelheti a hozzá rendelt és nem hozzárendelt járműveket.
A szakosodott csapatok különböző szakmájú és képzettségű dolgozókból állnak, amelyek a megállapított munkakör elvégzéséhez szükségesek (szerelők, kenőanyagok, villanyszerelők, karburátorszerelők, gumiszerelők stb.). Minden csapatnak, a munka mennyiségétől függően, saját személyzete és saját bérszámfejtése van.
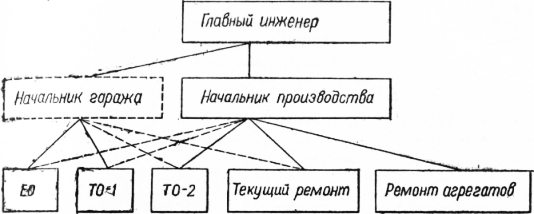
Rizs. 1. A termelés megszervezésének sémája a járművek karbantartására és jelenlegi javítására szakosodott csapatok módszerével
A termelés ilyen megszervezésével a dolgozók nem vállalnak személyes felelősséget a vonalon lévő autók megbízható működéséért és a flotta műszaki felkészültségéért. A munka eredményeit csak a karbantartáson átesett autók száma alapján értékelik. Ha csak az Ön által meghatározott munkákat hajtja végre, a többi csapattal való kommunikáció és az egységek meghibásodásának okainak elemzése nélkül, valamint az autók tartósságának és működési megbízhatóságának növelése iránti anyagi érdek hiánya, nagy műszaki és gazdasági veszteségekhez vezet. egy gépjármű-közlekedési vállalkozás (160. ábra).
A járműkarbantartás gyártási jellemzői ( nagy számban műveletek, különböző márkájú gépek és eltérő műszaki állapotuk) megnehezíti a munka minőségének hatékony ellenőrzését. Ennek eredményeként számos esetben formálisan és hiányosan végzik el a karbantartást, ami a folyamatban lévő javítások volumenének meredek növekedéséhez és a flotta műszaki készültségi arányának csökkenéséhez vezet.
Az autószállítási vállalkozások azon törekvése, hogy növeljék a gépkocsik gyártásának arányát a vonalon, szükségessé teszi az autók karbantartásával és javításával foglalkozó munkavállalók újraelosztását a javítással foglalkozó munkavállalók számának növelése irányában. Végső soron ez a tervezett megelőző járműkarbantartási rendszer alapelvének megsértéséhez vezet – annak megelőző jellege és az ebből eredő összes következmény.
Integrált csapatok módszere. Ezzel a gyártási módszerrel a gyógyszertári dolgozókból és műhelyekből komplex csapatok jönnek létre, amelyekben különböző szakmák és képzettségűek dolgoznak.
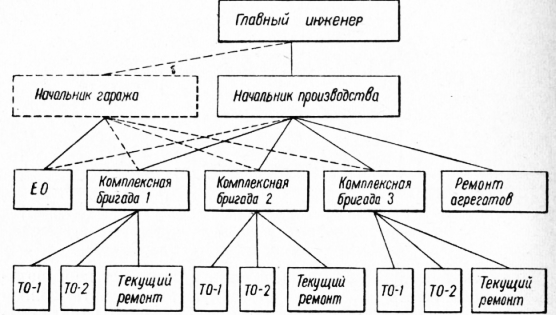
Rizs. 2. Gépjárművek karbantartási és folyójavítási gyártásszervezési sémája integrált csapatmódszerrel
Integrált csapatok végzik a járművek rutinjavítását, és ezzel egyidejűleg a csapathoz rendelt vagy nem rendelt járművek egy vagy két típusú műszaki karbantartását. Egyes esetekben egy integrált csapat dolgozói végzik el a csapathoz rendelt járművek minden típusú műszaki karbantartását és javítását (2. ábra).
Ez a munkaszervezési mód a karbantartási és javítási minőségért való személyes felelősség hiányát is megőrzi. Ezt azonban korlátozza a csapat létszáma. Az a vágy, hogy minden csapat saját munkaállomással és felszereléssel rendelkezzen a járművek szervizeléséhez és javításához, egy gépjármű-közlekedési vállalkozás anyagi és technikai erőforrásainak szétszórásához és nem hatékony felhasználásához vezet. Nehézséget okoz az autószerviz in-line módszere, valamint az alkatrész- és cserekészletegységek ésszerű használata is.
Aggregált-metszeti módszer. Jelenleg széles körben elterjedt a NIIAT által kifejlesztett új, telephelyi gyártásszervezési módszer az autók karbantartására és jelenlegi javítására. Ezzel a termelésszervezési módszerrel speciális termelési területek jönnek létre (szerelő, művezető vagy művezető által vezetett munkáscsoportok). A gyártótelepek mindegyike minden típusú karbantartást és aktuális javítások a telephelyhez rendelt alkatrészeket, szerelvényeket és mechanizmusokat, valamint a gépjármű-közlekedési vállalkozás összes járművét. A gyártóhelyek száma függ a flotta méretétől, a járművek típusától és műszaki állapotától. Általában nyolc termőterület kialakítását javasolják, ebből hat fő, kettő pedig segédterület: a 7. a víz- és gépészeti, a 8. pedig a betakarítási és mosási terület.
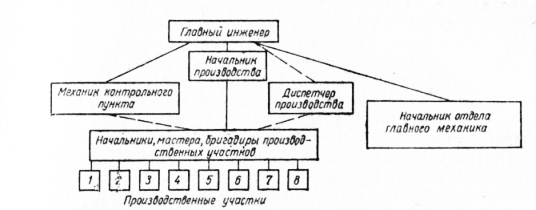
Rizs. 3. A járművek karbantartásának és folyó javításának gyártásszervezési vázlata aggregált terület módszerrel
A telephelyek kialakításakor először összeállítják az érintett telephelyeken szervizelt és javított alkatrészek, mechanizmusok, szerelvények és rendszerek részletes listáját. Ezután a munka gyakoriságának és összetettségének ismeretében meghatározhatja az egyes termelési helyeken szükséges munkavállalók számát, szakterületét és kategóriáját. Kisméretű gépjármű-közlekedési vállalkozásoknál megengedett a termelési területek kombinálása. A legcélszerűbb a 6 és 3, 2 és 1, 7 és 5 kombinálása. Azokban a gépjárműveknél, ahol nincs szükséges termelési bázis, a 8-as szekció nem jön létre, és az autók tisztításával és mosásával kapcsolatos összes munkát a járművezetők végzik. A nagy gépjármű-közlekedési vállalkozásokban egy speciális részleget vagy részleget hoznak létre a berendezések javítására és karbantartására.
Minden jármű karbantartásának és rutinjavításának megszervezését a gyártásvezető irányítja. A termelési területek operatív irányításának javítása érdekében termelési diszpécsert rendelnek ki a termelési vezető segítésére.
Ezzel a munkaszervezési módszerrel egyértelmű felelősség keletkezik az egységek és mechanizmusok karbantartása és javítása során végzett munka minőségéért, amely lehetővé teszi a gyártási állapot szisztematikus elemzését, valamint a tartósság és a tartósság javítását célzó céltudatos munkavégzést. a járművek üzembiztonsága.
A telephelyeken végzett munkák magas specializációja lehetővé teszi a nagy teljesítményű garázsberendezések alkalmazását, a munka gépesítését, automatizálását, ennek alapján a munka minőségének javítását és költségcsökkentését.
Az aggregát-szelvényes gyártási módszer pozitív tulajdonságai mellett hátrányai is vannak. Ez a módszer a gépjárművek jelenlegi javításának javítására irányítja a gépjárművek dolgozóinak fő figyelmét. Valójában egy gépjármű-közlekedési vállalkozás műszaki szolgáltatásának fő tartalma a járműkarbantartás racionális technikáinak és módszereinek fejlesztésére és megvalósítására irányuló munka kell, hogy legyen, és különösen a megelőző munka.
Olyan jármű szervizelésekor, amely egyidejűleg több egységben és rendszerben észlelt meghibásodást, elkerülhetetlen a jármű (speciális állomásokon) vagy a dolgozók manőverezése, ami szükségtelen időveszteséghez vezet; nincs gyártási hely a pótkocsik és félpótkocsik karbantartására és javítására; nem biztosított racionális szervezés járművek központi műszaki ellenőrzése és diagnosztikája; bonyolult a számviteli rendszer.
A vezető gépjármű-közlekedési vállalkozások folyamatosan fejlesztik a termelés telephelyi szervezetét, kihasználva annak minden progresszív tulajdonságát, figyelembe véve a munkavégzés sajátosságait és a gépjármű-közlekedés anyagi és műszaki bázisának fejlődését.
A gépkocsik telephelyi karbantartási és folyójavítási módszerének bevezetésekor fontos az egységek, alkatrészek, készülékek és alkatrészek megfelelő forgótőkéjének megszerzése.
TO Kategória: - Járművek műszaki üzemeltetése
Gépjárművek karbantartásának megszervezése
A napi karbantartás megszervezése magában foglalja a műszaki állapot ellenőrzését, a járművek tisztítását, mosását, üzemanyaggal, olajjal stb. történő tankolását, valamint a járművek fertőtlenítését (élelmiszer szállítása stb.). A vonalra indulás előtt és visszatéréskor a gördülőállomány műszaki állapotának ellenőrzését az irányítási és műszaki ponton (CTS) egy szerelő, egy kötelék szerelő és a vezető, a vonalon végzett munka során pedig a sofőr. Ezzel egyidejűleg ellenőrzik a jármű teljességét, megjelenés, világító- és riasztóberendezések működése, fékek és kormányzás, kerék rögzítése, gumiabroncsok légnyomása, üzemanyag mennyisége, kipufogógáz mérgező hatás.
A betakarítási és mosási munkákat (HW) külön épületben vagy a termelőépület elkülönített részében végzik. Ezeket a munkákat külön poszton lehet elvégezni kis mennyiségben PS és napi program kevesebb mint 50 szolgáltatásból, vagy gyártósorokon. A nyerges vontatók utánfutókkal és félpótkocsikkal együtt tisztítási és mosási munkákat végeznek.
A legszélesebb körben használt vonalak azok, amelyek három munkaoszlopból, egy támasztóoszlopból és egy oszlopból állnak a kijárati előcsarnokban. A támasztóoszlop tartalékot képez az autók számára a vonal ritmikus működéséhez, biztosítja az autók fűtését télen mosás előtt, és lehetővé teszi, hogy az autót megtisztítsák a nagyobb szennyeződésektől, mielőtt megérkeznének a munkaállomásokra.
Az első munkaállomáson megtisztítják a karosszériát, az utasteret és a belső teret, a harmadikon lemossák az autót, és megtörlik az üveget; A vonal előcsarnokában lévő poszton a járműveket olajjal és vízzel tankolják, és egyéb munkákat végeznek. Néha nem biztosítanak támasztóoszlopot és előszobát, és az EO autósor csak két oszlopból áll - tisztítás és mosás. Ebben az esetben a járművek tankolása a járművek EO zónáján kívül történik.
A műszaki ellenőrző pont célja a járművek műszaki állapotának figyelemmel kísérése a vonal elhagyásakor és onnan való visszatérésekor, a dokumentációk (fuvarlevelek stb.) ellenőrzése és kitöltése. Az ATP bejárati kapujánál található. A KTP-nek rendelkeznie kell egy ügyeletes szerelő helyiséggel, a járművek átvizsgálására szolgáló oszlopokkal, árokkal vagy félfeljáróval felszerelt, egy vízszintes emelvény, amelyen szükség esetén ellenőrizhető a jármű üzemképessége menet közben, kommunikáció a gyártási diszpécser, műszer- és szerszámkészlet, kormány és fényszóró műszaki állapotának ellenőrzésére szolgáló műszerek, desszerrométer, gázelemző (füstmérő), vonalzó az üzemanyag mennyiségének ellenőrzésére, stb. A jármű ellenőrzésének időtartama 2 - 4 perc. A KTP hozzászólások száma a képlettel határozható meg
n = А × t × а в / T× 60 (3,1)
Ahol A- autók száma az ATP-ben;
t- jármű átvizsgálási idő; min;
T- az autók kiadásának (visszaküldésének) ideje, h;
és be– autógyártási együttható.
A PTS-en a gépjárművek műszaki állapotának felmérésére szolgáló diagnosztikai eszközök és mérőeszközök, valamint a flotta állapotával kapcsolatos szükséges információk diszpécser és járműkarbantartó részleg felé történő továbbítása lehetséges. A gördülőállomány állapotával kapcsolatos információk rögzítésére és továbbítására szolgáló legegyszerűbb eszközöket egy tábla képviseli különböző színű tokenekkel vagy lámpákkal, amelyek megfelelnek az autók bizonyos állapotának (piros - az autó a TP-ben van, zöld - a táblán vonal, sárga - a TO-ban, kék - jó rendben, az ATP-ben). Hasonló kijelző van felszerelve a gyártásvezetőnél (a gyártásirányító központban) és az üzemeltetési osztályon. A kijelzők szinkronban működnek, ami lehetővé teszi, hogy folyamatosan információval rendelkezzen a gördülőállomány műszaki állapotáról és elhelyezkedéséről.
A jármű ellenőrzése után a sofőr fuvarlevelet kap és elindul a sorhoz. Amikor a járműveket visszaküldik az ATP-hez, újra átvizsgálják őket. Ezzel egyidejűleg a sofőr tájékoztatja a szerelőt az autó műszaki állapotában bekövetkezett minden változásról. A KTP szerelője a sofőr jelenlétében megállapítja az autó teljességét, a karbantartás vagy javítás szükségességét, rögzíti a sebességmérő állásait és az autó visszaszállításának időpontját. A jármű átvizsgálásával egyidejűleg készül az ATP által elfogadott számviteli bizonylat. A járművek átvizsgálása meghatározott munkalista alapján történik, amelyet az ATP-ben állítanak össze, figyelembe véve a járművek tervezési és üzemeltetési feltételeit.
Meghibásodás esetén rögzítőlapokat írnak ki, amelyeket átadnak a gyártási diszpécsernek, és a megfelelő jármű karbantartásának vagy javításának befejezéséig nála maradnak.
A PTS munkájának megszervezésének fő hátránya az autók szabálytalan érkezése, ami néha az autók műszaki állapotának rossz minőségi ellenőrzését okozza. A KTP munkájának javítása érdekében megnövelik a gördülőállomány kiadásának és visszaküldésének idejét, tanulmányozzák és kiküszöbölik az autók egyenetlen (időszerűtlen) visszaszállításának okait, indokolják az állások és a szerelők számát.
Különleges üzemi körülmények között a karbantartások száma a jármű futásteljesítményétől függ. A termelési program kiszámítása lehetővé teszi az évenkénti és műszakonkénti szolgáltatások számának meghatározását
N G TO-2 = L G / L TO-2, N G TO-1 = (L G / L TO-1) –N G TO-2 (3.2)
N S TO i =N G TO i /D R.Z, (3.3)
Ahol L G- az autók éves futásteljesítménye;
L TO-1, L TO-2- TO-1 és TO-2 gyakorisága;
D R.Z. - a karbantartási terület üzemi napjai évente.
Ez szükséges a vállalkozások tervezéséhez, az év és műszak költségeinek és forrásainak tervezéséhez, a munkaerő és a termelés megszervezéséhez. Az 1. ábrán látható ciklikus grafikon bemutatja a karbantartási program létrehozásának rendszerét. 3.11. A ciklus egy autó Kirgiz Köztársaságig megtett kilométere vagy annak leírása. Célszerű, hogy az EO, TO-1, TO-2 és KR közötti futások gyakorisága egymás többszöröse legyen.
3.11. ábra – A jármű karbantartási ciklusának ütemezése
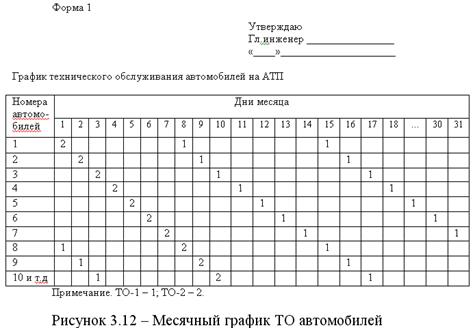
A minőségi karbantartás egyik fő feltétele, hogy az elfogadott futásteljesítmény után időben elkészüljön. Az idő előtti karbantartás munka-, pénz- és anyagpazarláshoz vezet, az elfogadott gyakorisághoz képest nagyobb futásteljesítmény utáni karbantartás pedig ahhoz, hogy a karbantartás elveszti megelőző értékét. Az autókarbantartás operatív tervezésére több módszer is ismert: naptári idő, tényleges futásteljesítmény, stb. szerint. Az első módszerrel az 1. űrlapon egy bizonyos időtartamra karbantartási ütemtervet készítenek (3.12. ábra). Az elfogadott gyakoriság és átlagos napi futásteljesítmény alapján minden járműnél azonosítja a karbantartás napját, amely jelentősen eltérhet a tervezetttől. Meghatározott módszer stabil futásteljesítmény és járműkihasználtság mellett elfogadható. A második módszerrel minden autóhoz személyi kártyát vezetnek, amelyen rögzítik a napi futásteljesítményt, és ennek megfelelően hozzárendelik a tényleges karbantartás napját. Hátránya a karbantartási zóna ritmikus munkájának tervezésének és megszervezésének nehézsége. Mindenesetre a könyvelő technikus jelenti az üzemeltetési osztálynak, a csomagtranszformátor alállomás szerelőjének és a gyártási diszpécsernek azon autók számát, amelyeknek másnap át kell menniük a TO-1-en és két nappal később a TO-2-n.
Az ezen járművek fuvarlevélen történő rögzítéséért felelős szakember a karbantartás típusát és az elvégzés napját (például ma TO-1, holnapután TO-2) bélyegzővel látja el, és olyan járműveket rendel szállításra, amelyekben időben visszatérhetnek az ATP-hez. Amikor a KTP szerelője visszaküld egy szervizelésre szoruló járművet a sorról, kiír rá egy nyilvántartási lapot, és átadja a gyártási diszpécsernek. A diszpécser a regisztrációs lap alapján megszervezi a jármű karbantartását. Ennek elkészültével és könyvelési lapon történő rögzítésével ez utóbbi átkerül a csomagtranszformátor alállomás szerelőjéhez, majd a könyvelő technikushoz, aki a könyvelési lapon történt bejegyzés alapján, attól függően, hogy a szolgáltatás teljesítését feljegyzi. a tervezési módszerről, ütemezésről vagy előlapon.
A termelési részlegek leterheltségének fontos mutatója a termelési üzemmód. Ez az ATP-gyártó egységek időtartama és működési ideje naponta, hónapban és évben. Ez függ a vonalon lévő gördülőállomány üzemrendjétől, a gyártási program nagyságától, a rendelkezésre álló állások számától és a járműpark elérhetőségétől. termelő helyiségekés felszerelés.
A járműleállások csökkentése érdekében a műszakok közötti időszakban célszerű az EO-t és a TO-1-et végrehajtani a vonalon lévő járművek munkarendje és az ATP-ben eltöltött idő alapján (3.13. ábra). A TO-2-t általában egynapos műszakban hajtják végre.
3.13 ábra - A járművek és a gyártás napi ütemezése
Ha a termelés egy első műszakban működik, akkor az összes szakember munkaidejének legjobb kihasználása érhető el. Azonban az első műszakban van a legnagyobb kereslet az autók iránt, ezért általában a gyártási program nagy részét a második és harmadik műszakban hajtják végre.
Az ATP-munka gyakorlatában az autókarbantartás technológiai folyamatának megszervezésére két módszert alkalmaznak: univerzális és speciális posztokon (3.14. ábra). Az univerzális posztokon végzett szervizelés során az ilyen jellegű karbantartási munkák teljes körét egy helyen végezzük. Ezzel a szolgáltatásszervezési módszerrel túlnyomórészt zsákutcás párhuzamos oszlopokat alkalmaznak. A jármű előremenetben száll be az oszlopba, és hátramenetben hagyja el az oszlopot. Az átjáróoszlopokat általában közúti vonatok karbantartására, valamint tisztítási és mosási műveletekre használják.
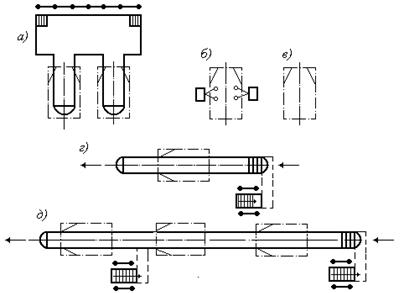
a, b, c – zsákutca: árokkal, lifttel, padlóval; d – úti bérlet árokkal; d – árkos vonalra specializálódott
3.14. ábra - A karbantartást végző oszlopok sémái
Az univerzális állomáson (3.15. ábra) változatos munkák elvégzésére van lehetőség, ami lehetővé teszi különböző típusú járművek egyidejű szervizelését és a kapcsolódó rutinjavítások elvégzését. Ez a fő előnye ezt a módszert szolgáltatás. Az oszlopok zsákutcás elrendezésének fő hátránya az időveszteség és a kipufogógázokból származó levegőszennyezés a jármű manőverezése során, amikor az oszlopra szerelik és elhagyják az oszlopot. A szakposztokon végzett karbantartás során a munkának csak egy részét végzik el külön poszton, és bármely típusú szolgáltatás teljes mennyiségét több poszton végzik (3.16. ábra).
1 – munkapad; 2 – mellkas; 3 – kocsi; 4 – aljzat; 5, 12 – mobil állomás szerelő és villanyszerelő számára; 6 – levegőadagoló oszlop; 7 – lemezjátszó állvány; 8 – ütvecsavarozó kulcs; 9 – hidraulikus emelő; 10 – lábtartó; 11 – doboz szerszámok és alkatrészek számára; 13 – gázszívás; 14 – átmeneti híd
3.15. ábra – Univerzális oszlop TO-1
A speciális oszlopok egymás után helyezkednek el a jármű mozgásának irányában. Speciális, egymás után elhelyezett oszlopok sorozata képezi a járműkarbantartás gyártósorát. Ha a munkaerőt szakosított csapatok módszerével szervezik meg, akkor a gyártósoros állások munkatípusokra, míg a munkavégzés egységekre, egységekre és rendszerekre specializálódnak. Az autók mozgását a vonaloszlopok mentén rendszerint periodikus szállítószalaggal végzik 10-15 m/perc sebességgel. Szükséges feltétele a ritmikus és hatékony munkavégzés gyártósoron a jármű azonos hosszúságú tartózkodási ideje a közúti vonatok karbantartása utánfutókkal és félpótkocsikkal együtt történik a gyártósorokon vagy univerzális utazási pontokon.
1 – vezetőgörgő; 2 - irodai asztal; 3 – munkapad; 4 – lábtartó; 5 – forgó állvány; 6 – átmeneti híd; 7, 15,21 – mobil oszlopok villanyszerelő, kenő és szerelő számára; 8 – kocsi; 9 – doboz szerszámok és kötőelemek számára; 10 – hidraulikus emelő; 11, 20 – ütvekulcsok kerékanyákhoz és létrákhoz; 12 – fürdő; 13, 14, – levegő- és olajadagoló oszlopok; 16 – olajelosztó tartály; 17, 19 – láda anyagok és hulladékok számára; 18 – kapuhajtás; 22 - tölcsér az olaj leeresztéséhez; 23, 24 – mobil kenőanyag- és olajfeltöltők; 25 – aljzat; 26, 27 beépítés hőfüggönyhöz és gázelszíváshoz
3.16. ábra – TO-1 gyártósor
Az egyik lehetséges opciók a járműkarbantartás szakposztokon történő megszervezése operatív-post módszer, amikor a karbantartási munkák köre is megoszlik több szakposzt között, de az állások zsákutcák és általában egységenként specializálódnak, pl.: 1. post - első és hátsó tengely és fékrendszer; 2. post - sebességváltó, kuplung, kardánhajtás, sebességváltó; 3. post - motor. A szolgáltatások ezzel a módszerrel történő megszervezése lehetővé teszi a posztok, postai berendezések és dolgozók specializálását. Az autók postáról postára költöztetése azonban időveszteséget és gázszennyezést okoz a helyiségekben. Ezért nem az autók mozognak az állásokon, hanem a dolgozók. Így minden állás biztosítja, hogy az autókarbantartási munkák teljes köre elvégzésre kerüljön, és az univerzális legyen, a dolgozók pedig az autó egységeire és rendszereire szakosodnak.
A vonali szolgáltatás fő előnyei a munka munkaerő-intenzitásának csökkentése és a munkatermelékenység növelése a beosztások, munkakörök és előadók specializálódása miatt; a munkavállalók képzettségének csökkentése; a termelési terület jobb kihasználása. A folyamatos gyártás során azonban ezek és más mutatók javítása lehetséges, feltéve, hogy a vonalak ritmikusan működnek.
A műszaki karbantartási folyamat megszervezésének módja elsősorban a gyártási programtól (autók számától), a flotta szerkezetétől, a tartalom konzisztenciájától és a munka munkaintenzitásától függ karbantartáshoz a szolgáltatás munkaintenzitása és a vonalon közlekedő kocsik működési módja. Így például még egy helyközi fuvarozást kiszolgáló nagy ATP esetében is, a járművek vonalról való visszatérésének időpontjának bizonytalansága miatt a vonalon a karbantartás megszervezése nem lehet praktikus. Az in-line módszerrel végzett karbantartás általában tanácsos, ha elérhető az ATP-nél nagy számban azonos típusú járművek, állandó mennyiségű és összetett munkavégzéssel. A flow karbantartási módszer akkor is alkalmazható, ha a vállalkozás eltérő típusú járműparkkal rendelkezik, ha az egyes járműtípusokra vonatkozó gyártási program lehetővé teszi annak használatát. Autószervizhez különféle típusok lehetséges ugyanazt a gyártósort használni, de be különböző időpontokban napokon. Nagyméretű járművek és közúti vonatok szervizelésekor nagy területekre van szükség a manőverezéshez. Ezért a TO-1-et általában még az ilyen járművek kis flottájával is gyártják. A gyártósorok karbantartása akkor javasolt, ha a TO-1 száma több mint 15, és a TO-2 - több mint 7 azonos típusú autó műszakonkénti szervize. Műszakonként több mint 50 autó szervizelésekor a betakarítási és mosási munkákat gyártósorokon végzik. Kis gyártási program, különböző típusú autók, eltérő üzemi feltételek, gépkocsik eltérő, a gyártósor zavartalan működését nem biztosító üzemmódja stb. mellett célszerűbb az univerzális állomásokon a karbantartási módot alkalmazni.
A karbantartó posztokon dolgozók munkaszervezése a munkaprogramtól, a munkaszervezési módszertől és a technológiai gyártási folyamattól függ. A karbantartás során általában a kísérő rutinjavításokat végzik el. A TO-2-vel rendelkező autók 80%-a TR-t igényel. A kapcsolódó rutinjavítások elvégezhetők a karbantartás előtt és után, valamint a TO-2 gyártásával egyidejűleg. A TO-1 és TO-2 gyártósorok speciális állásain csak a kapcsolódó, nem munkaigényes javítások egy bizonyos listáját javasolt elvégezni, amelyek végrehajtása nem sérti a sorműködés elfogadott szinkronizálását. A TO-2 vonalon ajánlatos a kapcsolódó javításokat olyan teljes munkaintenzitással elvégezni, amely nem haladja meg a TO-2 standard munkaintenzitásának 20% -át. Javasoljuk, hogy végezzen nagyobb rutinjavításokat, mielőtt a járműveket a TO-2-re helyezi. Ehhez két nappal a TO-2 előtt diagnosztizálják az autót. A diagnosztikai eredmények alapján döntenek a javítások időpontjáról és elkészítik a szükséges alkatrészeket, szerelvényeket, anyagokat. A nagyobb javítások szükségességét azonban gyakran a karbantartási folyamat során azonosítják. Ezt követően a karbantartással egyidejűleg, vagy azt követően, a járműkarbantartó állomásokon történik. A karbantartás-2 és a kapcsolódó javítások külön végrehajtása jelentősen megnehezíti a gyártás megszervezését. Ezért sok ATP-nél a kapcsolódó javítások nagy részét a TO-2-vel egyidejűleg végzik, és annak érdekében, hogy ne sértsék meg a vonal elfogadott működési módját, „csúszó” munkásokat biztosítanak, és az előadókat bevonják a műszaki javításba. járművek és egységek.
Az álláshelyeken a munkaidő felhasználásának javítása érdekében a munkát meghatározott technológiai sorrendben kell végezni. Ebből a célból működési folyamatábrák készülnek (3.1. táblázat), amelyek listát és szabványidőt tartalmaznak a karbantartási műveletek elvégzéséhez egy bizonyos technológiai sorrendben.
3.1. táblázat – A GAZ-33021 autó TO-2 működési folyamatábrája. Kuplung
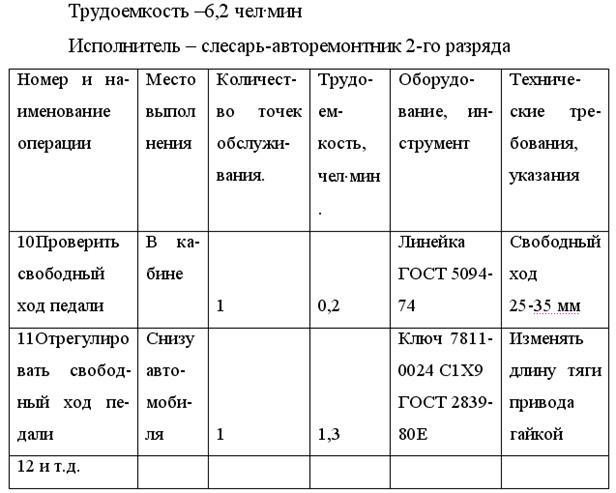
A munka beosztások és előadóművészek szerinti megoszlását az előadók állások és munkakörök szerinti megoszlását bemutató térképek jelzik. Az üzemi technológiai térképek és az előadók elhelyezési térképei alapján utótechnológiai térképek készülnek. A három dokumentumban szereplő tranzakciószámoknak egyeznie kell.
Amikor különböző típusú járműveket üzemeltetnek különböző körülmények között, a munkaintenzitás nagy ingadozásai mellett, a karbantartást univerzális állomásokon végzik, és ezzel egyidejűleg elvégzik a kapcsolódó rutinjavítások teljes körét. Ebben az esetben a technológiai térképeket külön állítják össze az azonos típusú autókra, és széles körben alkalmazzák a munkavállalók közötti kölcsönös segítségnyújtást az egyes munkavállalók elkerülhetetlen, egyenetlen munkaterhelésének kiküszöbölésére a különböző típusú autók karbantartása során. A járműkarbantartás jellemző szervezetét és technológiáját posztokon és gyártósorokon a 3.17. ábra mutatja be.
y – univerzális; o – elvárások; h, b – karbantartás motorindítással és anélkül; s, k – kenőanyagok és tesztek 1., 11.111. sémák - postai kiszolgálás, 4 és 5 pólusú gyártósorok
3.17 ábra – Karbantartási szervezeti diagramok
Tartalmazza az oszlopok és gyártósorok típusát, a sorok technológiai elrendezését listával szükséges felszerelést, működési és technológiai térképek, utótechnológiai térképek, az előadók sorposztokon való elhelyezésének diagramjai, ajánlások a gyártósorok hibakeresésére és szinkronizálására.
A berendezések karbantartásának és javításának megszervezése a vállalatoknál létfontosságú szerepet játszik a modern korban gazdasági feltételek, amelyet válságjelenségek és magas szintű verseny. A berendezések bármilyen meghibásodása és meghibásodása kényszerleállást, rossz minőségű termékek gyártását és további időveszteséget jelent, készpénz. Ezért a berendezések ésszerű szervezése, karbantartása és javítása, különösen a nagyüzemi és folyamatos termelést folytató vállalkozások esetében, létfontosságú szerepet játszik a sikeres üzleti tevékenység biztosításában.
Megjegyezzük tehát, hogy a „szervezet” kifejezés tág értelemben eszközt, valaminek egyetlen egésszé való kombinációját jelenti. A szervezettség egy egész részeinek belső rendezését feltételezi, mint a kívánt eredmény elérésének eszközét. A vállalkozás, annak egyes szolgáltatásai és részlegei viszont saját struktúrával rendelkeznek. O. G. Turovets szerint a struktúra a szervezeten belüli különféle funkciók és tevékenységek összekapcsolódását jelenti; a rendszer elemeit, azok kapcsolatait, integrál tulajdonságait, ha azok biztosítják a rendszer stabil állapotát. A felépítésnek meg kell felelnie a szervezet, divízió céljainak, célkitűzéseinek, és azokhoz kell igazodnia.
A fentiekből arra a következtetésre juthatunk, hogy a berendezések karbantartásának és javításának megszervezése egy vállalkozásnál szakosodott berendezések létrehozását és működtetését foglalja magában. szerkezeti felosztások, berendezések karbantartási és javítási funkcióinak megvalósítása, valamint szükséges dokumentációt(szabványok, előírások, szabályok), amelyek ezen egységek létrehozását és működését szabályozzák. A modern vállalkozások karbantartási és javítási szolgáltatásainak felépítésének meg kell felelnie méretüknek, specializációjuknak, tevékenységi körüknek, a rendelkezésre álló erőforrásoknak és sajátosságoknak. A vállalkozás paramétereitől (méretarány, specializáció, termelésszervezési forma) függően akár egy kis műszaki karbantartó részleget, akár egy meglehetősen nagy felszerelési szolgáltatást szervezhet. A legtöbb esetben a kis- és egyes középvállalkozások esetében a berendezések karbantartását és javítását (általában a rutinszerű karbantartási műveletek és a kisebb javítások kivételével) erre szakosodott külső szervezetek, valamint berendezés-beszállítók (garancia és posta) végzik. - garanciális javítások). Egy nagy gépgyártó vállalkozásnál általános üzem- és műhelykarbantartó és -javító egységeket szerveznek a karbantartási és javítási feladatok ellátására. Ezek közül kiemeljük a főszerelő részleget, amely magában foglalja a berendezésjavító tervezőirodát, a gyártástervező irodát, a javító- és szerszámüzleteket, a pótalkatrészek és anyagok számára külön raktárakat, a külön műhelyekben lévő javítási területeket, a diszpécser irodát és néhány egyéb részlegek (a vállalkozás sajátosságaitól függően). Ez az osztály a vállalkozás teljes javítási létesítményének tervezési, technológiai, gyártási és gazdasági tervezési munkáit végzi. A javítóműhelyben csapatok alakulnak a berendezések karbantartására és javítására. Fő feladataik a berendezések megelőző karbantartása, illetve a berendezés meghibásodása, leállása esetén a hívást követően azonnal a helyszínre érkezés és a feltárt hibák mielőbbi elhárítása.
Jelenlegi szervezeti struktúrák javítási szolgáltatások ipari vállalkozások főként a múlt század 60-70-es éveiben alakultak, és azóta gyakorlatilag nem változtak. A modern irodalmi forrásokban például Turovets O. G., Kozlovsky V. A., Radnevsky M. V., Zaitsev E. I., Mityushin V. műveit mutatják be. különféle lehetőségeket berendezések karbantartási és javítási szolgáltatásainak szervezeti felépítése. Történelmileg három volt kapcsolási rajzok a vállalkozás javítási szolgáltatásainak szervezése: központosított, decentralizált és vegyes.
Központi használat esetén szervezeti felépítés Az 1. ábrán bemutatott berendezés-karbantartási és -javítási szolgáltatások minden típusú munkát szakosodott műhelyek végzik, amelyek a fő termelés részét képezik.
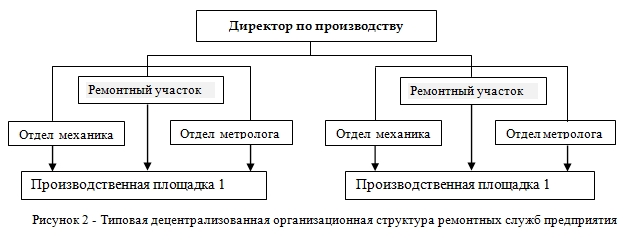
at decentralizált struktúra (2. ábra) A berendezések karbantartási és javítási munkáinak minden típusát olyan javító és karbantartó egységek (részlegek és részlegek) végzik, amelyek a fő gyártóműhelyek részét képezik.
Illetőleg vegyes szerkezettel Ezen szolgáltatások közül (3. ábra) a munkák egy részét erre szakosodott műhelyek, másik részét pedig a fő gyártóműhelyek részeként működő javító és karbantartó egységek végzik.
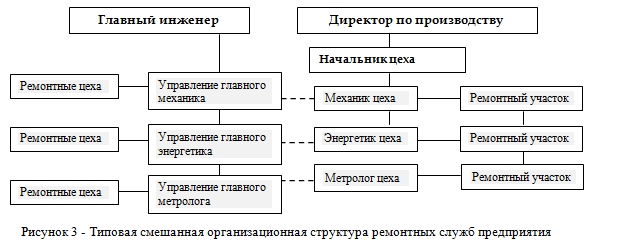
Érdemes megjegyezni, hogy a hazai gyakorlatban a berendezések karbantartásával, javításával foglalkozó mérnöki és műszaki szolgáltatások a legtöbb esetben vegyes szerkezetűek. Ha vannak központosított szolgáltatások (fõszerelő osztály, fõenergetikus osztály stb.), akkor a fõtermelés minden részlegében hasonló szolgáltatások vannak.
V. Mityushin és A. Tarasov szerint a berendezés-karbantartási és -javítási szolgáltatások vegyes szervezeti felépítése jelenleg az orosz gépgyártó vállalatoknál annak köszönhető, hogy a karbantartási és javítási rendszereket kezdetben funkcionális elvek mentén építették ki. Ezért szervezeti felépítésüket a megfelelő funkcionális területek szerint alakították ki, amelyeket elsősorban a berendezések típusai (technológiai, energetikai stb.) határoztak meg. Ennek a szerkezetnek megvannak az előnyei és a hátrányai. Előnyei közül kiemeljük:
1. a hatáskörök és felelősségek egyértelmű megosztása az egyes funkciók ellátására vonatkozóan (pl. technológiai berendezések válaszol főszerelő, energetika - energetikai főmérnök stb.);
2. a döntéshozatal és a végrehajtás hatékonysága, hiszen minden vezetői szinten bármely közvetlen vezető rendelkezik minden szükséges erőforrással ahhoz, hogy szinte minden, az eszközök működőképességének biztosításával kapcsolatos döntést meghozzon és végrehajtson;
3. a karbantartási és javítási részlegek funkcionális specializációja, amely egyértelmű osztályozást biztosít egy bizonyos típusú probléma gyors megoldásához.
A berendezés-karbantartási és -javítási szolgáltatások vegyes szervezeti felépítésének hátrányai a következők:
1. szakadék a főszakemberek és a hozzájuk tartozó mérnöki és műszaki dolgozók szolgáltatásai között a fő gyártóüzemekben;
2. a fő gyártóüzemekben a szakemberek tevékenységének főszakemberek általi ellenőrzésének problémája (főszerelő osztály);
3. funkcionális specializáció, amely megnehezíti az összetett problémák megoldásáért való felelősség megszemélyesítését;
4. a berendezések karbantartásának és rutinjavításainak folyamatának nem kellően ellenőrizhetősége a kettős alárendeltség miatt;
5. nagy hiányosságok a javítószolgálatok és a főbb gyártási részlegek gépesítési, automatizálási és műszaki felszereltségi szintjében.
Világossá válik, hogy a modern gépgyártó vállalkozások karbantartási és javítási szolgáltatásainak vegyes szervezési formájának előnyei ellenére hátrányai jelentős anyagi veszteségekés csökkenti e szolgáltatások hatékonyságát. A fent említett szerkezeti hiányosságok kiküszöbölésére általános esetben a termelési folyamatok irányítására és a berendezések működőképességének biztosítására, valamint a berendezések karbantartási és javítási munkáinak megszervezésére és elvégzésére vonatkozó feladatmegosztáshoz kapcsolódó intézkedéscsomag szükséges. a szervizkarbantartás elve alapján. Felhívjuk figyelmét, hogy a szerviz-karbantartás olyan munkák (szolgáltatások) elvégzését jelenti, amelyek célja a berendezés működőképes állapotának megőrzése, annak megőrzése mellett. műszaki paraméterek, mind a garanciális időszak alatt, mind a teljes élettartam alatt, és az ügyfél telephelyén végzik erre szakosodott szervezetek. Végezetül megjegyezzük, hogy a berendezés-karbantartási és -javítási szolgáltatások szervezeti felépítésének számos alternatív formája létezik. Az általunk bemutatott lehetőségek ezt tükrözik általános elveket szervezeteik, amelyek a különböző iparágakban felhasználhatók saját hatékony berendezés-karbantartási szolgáltatások létrehozására.
Felhasznált irodalom jegyzéke
1. Turovets O. G. A gyártás szervezése: Tankönyv. egyetemeknek / O. G. Turovets, V. N. Popov, V. B. Rodionov és mások; Szerk. O.G. Turovets. Második kiadás, kiegészítve – M.: „Gazdaság és Pénzügy”, 2002. – 452 p.
2. A berendezések javításának és karbantartásának irányítása / Elektronikus kiadvány / http://www.bitec.ru, 2008.
3. Fatkhutdinov R. A. Termelésirányítás: Tankönyv / R. A. Fatkhutdinov - 4. kiadás, átdolgozva. és további – Szentpétervár: Péter, 2004. – 492 p.
4. Dubrovin I. A. A termelés megszervezése a vállalkozásoknál. Tankönyv Kézikönyv / I. A. Dubrovin M: Colossus, 2004 - 359 p.
5. Radnevsky M.V. A termelés szervezése: innovatív stratégia a vállalkozás felgyorsított fejlesztéséhez: Tankönyv. juttatás / M. V. Radnevszkij. – Mn.: NC PUE „Menedzser”, 2006. – 430 p.
6. Kozlovsky V.A. Gyártásirányítás: Tankönyv / Szerk. V.A. Kozlovszkij. M.: INFRA-M, 2005. – 574 p.
7. Zaitsev E.I. A gyártás megszervezése az autószállítási vállalkozásoknál. Tankönyv Kézikönyv / E. I. Zaicev. M: Academia, 2008 - 176 p.
8. Dubrovin I. A. A termelés megszervezése a vállalkozásoknál. Tankönyv Kézikönyv / I. A. Dubrovin M: Colossus, 2004 - 359 p.
9. Mityushin V. S. 5. TÍH: A vállalkozás javítási és mérnöki szolgáltatásainak szervezése, nincs mód a hatékonyság növelésére / V. S. Mityushin // Az ipari szerkezetátalakítás iránytűje. – 1. szám – 2005 – P. 25-33.