ترسیم مدارهای الکتریکی برای ماشین های CNC. لوازم جانبی دستگاه فرز دستی: کارهایی که می توانید با دستان خود انجام دهید یا مدار الکتریکی دستگاه فرز را خریداری کنید.
و بنابراین، به عنوان بخشی از این مقاله آموزشی، از شما می خواهم که به همراه نویسنده پروژه، مکانیک و طراح 21 ساله، خودتان را بسازید. روایت به صورت اول شخص انجام می شود، اما بدانید که با کمال تاسف، تجربه خود را به اشتراک نمی گذارم، بلکه فقط آزادانه نویسنده این پروژه را بازگو می کنم.
در این مقاله نقشه های بسیار زیادی وجود خواهد داشت.، یادداشت هایی برای آنها انجام می شود انگلیسی، اما من مطمئن هستم که یک متخصص واقعی همه چیز را بدون هیچ مقدمه ای درک خواهد کرد. برای سهولت درک، من داستان را به "مراحل" تقسیم می کنم.
پیشگفتاری از نویسنده
از قبل در سن 12 سالگی، رویای ساختن ماشینی را داشتم که قادر به خلق چیزهای مختلف باشد. ماشینی که به من توانایی ساخت هر وسیله خانگی را می دهد. دو سال بعد به این جمله برخوردم CNCیا به عبارت دقیق تر، عبارت "دستگاه فرز CNC". بعد از اینکه فهمیدم افرادی هستند که می توانند برای نیازهای خودشان و در گاراژ خودشان چنین ماشینی بسازند، متوجه شدم که من هم می توانم این کار را انجام دهم. من باید این کار را انجام دهم! سه ماه سعی کردم قطعات مناسب را جمع آوری کنم، اما تکان نخوردم. بنابراین وسواس من به تدریج محو شد.
در آگوست 2013، ایده ساختن یک ماشین فرز CNC دوباره مرا به خود مشغول کرد. من به تازگی از لیسانس طراحی صنعتی در دانشگاه فارغ التحصیل شده بودم، بنابراین به توانایی هایم کاملاً مطمئن بودم. حالا به وضوح تفاوت من امروز و پنج سال پیش را درک کردم. من نحوه کار با فلز را یاد گرفتم، بر تکنیک های کار با ماشین های فلزکاری دستی مسلط شدم، اما مهمتر از همه، نحوه استفاده از ابزارهای توسعه را یاد گرفتم. امیدوارم این آموزش الهام بخش شما باشد تا دستگاه CNC خود را بسازید!
مرحله 1: طراحی و مدل CAD
همه چیز با طراحی متفکرانه شروع می شود. من چندین طرح ساختم تا احساس بهتری نسبت به اندازه و شکل دستگاه آینده داشته باشم. پس از آن با استفاده از SolidWorks یک مدل CAD ایجاد کردم. پس از مدلسازی تمام قطعات و اجزای دستگاه، نقشه های فنی را تهیه کردم. من از این نقشه ها برای ساخت قطعات روی ماشین های فلزکاری دستی استفاده کردم: و.
صادقانه بگویم، من عاشق ابزارهای خوب و راحت هستم. به همین دلیل است که سعی کردم مطمئن شوم که عملیات نگهداریو تنظیم دستگاه به ساده ترین شکل ممکن انجام شد. بلبرینگ ها را در بلوک های مخصوص قرار دادم تا بتوانم سریع آنها را تعویض کنم. راهنماها برای تعمیر و نگهداری در دسترس هستند، بنابراین ماشین من همیشه تمیز خواهد بود وقتی کار تمام شود.



فایل هایی برای دانلود "مرحله 1"
ابعاد
مرحله 2: تخت
تخت استحکام لازم را برای دستگاه فراهم می کند. یک درگاه متحرک، موتورهای پله ای، یک محور Z و یک اسپیندل و بعداً یک سطح کار روی آن نصب می شود. برای ایجاد قاب پشتی از دو پروفیل آلومینیومی Maytec 40x80mm و دو صفحه انتهایی آلومینیومی 10mm ضخامت استفاده کردم. من تمام عناصر را با استفاده از گوشه های آلومینیومی به هم وصل کردم. برای تقویت سازه داخل قاب اصلی، یک قاب مربع اضافی از پروفیل های یک بخش کوچکتر ساختم.
برای جلوگیری از ورود گرد و غبار روی راهنماها در آینده، گوشه های آلومینیومی محافظ نصب کردم. این زاویه با استفاده از مهره های T که در یکی از شیارهای پروفیل نصب می شود، نصب می شود.
هر دو صفحه انتهایی دارای بلوک های بلبرینگ برای نصب پیچ محرک هستند.


مونتاژ قاب پشتیبانی


گوشه هایی برای محافظت از راهنماها
فایل های دانلود مرحله 2
نقاشی های عناصر اصلی قاب
مرحله 3: پورتال
پورتال متحرک عنصر اجرایی دستگاه شما است که در امتداد محور X حرکت می کند و دوک فرز و پشتیبانی از محور Z را حمل می کند. با این حال، یک پورتال بالا در برابر بارهایی که در طول پردازش ایجاد می شود، مقاومت کمتری دارد. پست های جانبی بالای درگاه به عنوان اهرم نسبت به یاتاقان های غلتشی خطی عمل می کنند.
وظیفه اصلی که من قصد داشتم در دستگاه فرز CNC خود حل کنم، پردازش قطعات آلومینیومی بود. از آنجایی که حداکثر ضخامت قطعات آلومینیومی مناسب من 60 میلی متر است، تصمیم گرفتم فاصله پورتال (فاصله از سطح کار تا تیر متقاطع بالایی) را برابر با 125 میلی متر کنم. من تمام اندازههایم را به مدل و نقشههای فنی در سالیدورکس تبدیل کردم. به دلیل پیچیدگی قطعات، من آنها را در یک مرکز ماشینکاری صنعتی CNC پردازش کردم و این به من امکان داد که پخ ها را پردازش کنم، که انجام آن در یک ماشین فرز دستی فلزی بسیار دشوار است.




فایل های دانلود "مرحله 3"
مرحله 4: کولیس محور Z
برای طراحی محور Z، از یک پانل جلویی که به بلبرینگ های حرکتی محور Y متصل می شود، از دو صفحه برای تقویت مجموعه، یک صفحه برای نصب استپر موتور و یک پانل نصب استفاده کردم. دوک فرز. در پنل جلویی دو راهنمای پروفیل نصب کردم که در امتداد آنها دوک در امتداد محور Z حرکت می کند لطفاً توجه داشته باشید که پیچ محور Z در پایین پشتیبانی نمی کند.




دانلود "Step 4"
مرحله 5: راهنماها
راهنماها توانایی حرکت در همه جهات را فراهم می کنند و حرکات صاف و دقیق را تضمین می کنند. هر بازی در یک جهت می تواند باعث عدم دقت در پردازش محصولات شما شود. من گران ترین گزینه را انتخاب کردم - ریل های فولادی سخت شده. این به سازه اجازه می دهد تا بارهای بالا را تحمل کند و دقت موقعیت یابی مورد نیاز من را فراهم کند. برای اطمینان از موازی بودن راهنماها، هنگام نصب آنها از یک نشانگر مخصوص استفاده کردم. حداکثر انحراف نسبت به یکدیگر بیش از 0.01 میلی متر نبود.


مرحله 6: پیچ و قرقره
پیچ ها حرکت چرخشی را از موتورهای پله ای به حرکت خطی تبدیل می کنند. هنگام طراحی دستگاه خود، می توانید چندین گزینه را برای این دستگاه انتخاب کنید: یک جفت پیچ و مهره یا یک جفت بال اسکرو (بال اسکرو). پیچ مهره معمولاً در حین کار تحت نیروهای اصطکاک بیشتری قرار می گیرد و همچنین نسبت به بال اسکرو دقت کمتری دارد. اگر به دقت بیشتری نیاز دارید، قطعاً باید یک پیچ توپ را انتخاب کنید. اما باید بدانید که بال اسکروها بسیار گران هستند.
مشروط به در دسترس بودن دستگاه فرزکار قرار دادن لولا، ایجاد سوراخ های پیچیده، فرورفتگی ها، کنده کاری روی چوب و غیره را واقعاً ساده می کند. اما این به هیچ وجه به این معنی نیست که داشتن تجهیزات حرفه ای و گران قیمت لازم است: کافی است یک دستگاه دستی ساده داشته باشید.
تنها چیزی که نیاز دارید این است که بتوانید اصولاً با چوب کار کنید و از ابزارهای برقی استفاده کنید. علاوه بر این، شما باید میل داشته باشید، در غیر این صورت بدون این هرگز نتیجه ای حاصل نمی شود. کسانی که تمایلی به کار ندارند به سادگی مبلمان می خرند یا صنعتگرانی را استخدام می کنند تا مثلاً یک در جدید نصب کنند و قفل ها را قطع کنند. هر کاری، به ویژه با ابزارهای برقی، نیازمند دانش خاصی و به ویژه اقدامات احتیاطی ایمنی است.

دستگاه فرز برای پردازش چوب و فلز طراحی شده است. با کمک آن می توان شکاف ها یا سوراخ هایی از هر پیکربندی را ایجاد کرد. این کار کارهایی مانند قرار دادن لولا و قرار دادن قفل را بسیار ساده می کند. انجام این کار با اسکنه و مته برقی چندان آسان نیست و زمان زیادی می برد.
دستگاه های فرز ثابت و قابل حمل (دستی) وجود دارد. ماشین های فرز برقی دستی دستگاه های جهانی در نظر گرفته می شوند که با استفاده از آنها می توان عملیات هایی را برای اهداف مختلف انجام داد، فقط باید موقعیت قطعه را نسبت به دستگاه تغییر دهید برعکس
دستگاه های ثابت در کارخانه ها یا کارخانه هایی که تولید انبوه محصولات چوبی یا فلزی در آنها ایجاد می شود استفاده می شود. در چنین شرایطی، اتصال برش ثابت است و قطعه کار در مسیر مورد نظر حرکت می کند. هنگام استفاده از ابزار دستی، برعکس، قطعه بدون حرکت ثابت می شود و تنها پس از آن پردازش می شود، اگرچه قطعاتی وجود دارند که نیاز به تعمیر ابزار دستی دارند. این در طراحی پیش بینی شده است ، بنابراین جهانی تر در نظر گرفته می شود. این به ویژه زمانی که شما نیاز به پردازش دارید صادق است تعداد زیادیقطعات، اما استفاده از ماشین ثابت امکان پذیر نیست.
 ماشین فرز خانگی یک سکوی افقی با سوراخ در مرکز است که یک دستگاه دستی از زیر به آن متصل می شود.
ماشین فرز خانگی یک سکوی افقی با سوراخ در مرکز است که یک دستگاه دستی از زیر به آن متصل می شود. انواع مختلفی از دستگاه های فرز وجود دارد، اما برای استفاده در خانه یا برای راه اندازی کسب و کار خود، مدل های جهانی مناسب تر هستند. به عنوان یک قاعده، آنها به مجموعه ای از برش ها و دستگاه های مختلف برای انجام انواع عملیات مجهز هستند. تنها چیزی که در دسترس است روتر دستیعملیات ساده می تواند بسیار بیشتر از استفاده از یک ماشین ثابت طول بکشد.
با استفاده از دستگاه فرز دستی می توان:
- شیارها یا فرورفتگی هایی به هر شکلی (فرفری، مستطیلی، ترکیبی) ایجاد کنید.
- سوراخ ها را از طریق و بدون سوراخ دریل کنید.
- انتهای فرآیند و لبه های هر پیکربندی.
- قطعات پیچیده شکل را برش دهید.
- نقشه ها یا الگوها را روی سطح قطعات اعمال کنید.
- در صورت لزوم قطعات را کپی کنید.
 کپی کردن قطعات یکی از وظایف هر دستگاه فرز برقی است.
کپی کردن قطعات یکی از وظایف هر دستگاه فرز برقی است. وجود چنین عملکردهایی باعث می شود که تولید همان نوع مبلمان یا تولید قطعات مشابه غیر مرتبط با تولید مبلمان ساده شود. این یکی از مزایای اصلی این ابزار است. به عنوان یک قاعده، برای تولید قطعات از همان نوع، نصب دستگاه های کپی، که برای انجام تنها یک عملیات طراحی شده اند، ضروری است، که همیشه سودآور نیست، به خصوص در شرکت های کوچک.
شروع کار و مراقبت از ابزار
برای درک نحوه عملکرد این دستگاه، باید با قطعات اصلی آن و هدف آنها آشنا شوید.
ترکیب و هدف اجزای اصلی
یک دستگاه فرز دستی از یک بدنه فلزی و یک موتور تشکیل شده است که در یک بدنه قرار دارد. یک شافت از محفظه بیرون زده است که روی آن کلت های مختلفی قرار می گیرد و به عنوان آداپتور عمل می کند. آنها به شما امکان نصب برش در اندازه های مختلف را می دهند. کاتر مستقیماً داخل کولت قرار می گیرد که با پیچ یا دکمه مخصوصی که در برخی مدل ها ارائه می شود محکم می شود.
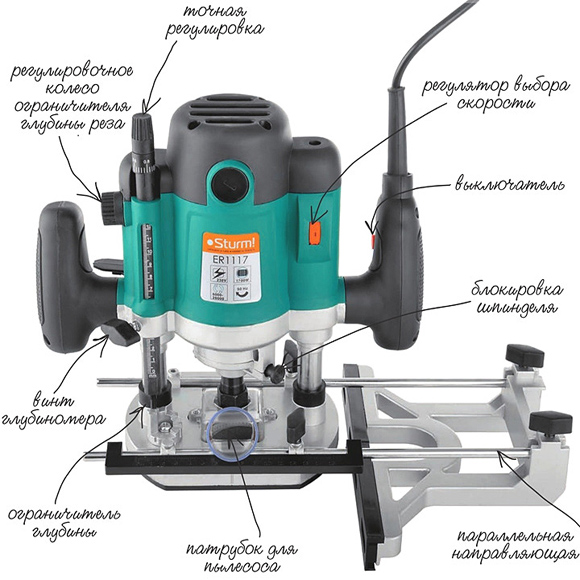 عناصر اصلی یک دستگاه فرز دستی و هدف آنها.
عناصر اصلی یک دستگاه فرز دستی و هدف آنها. طراحی دستگاه فرز شامل یک سکوی فلزی است که اتصال سفت و سختی به بدنه دارد. به وسیله دو میله به بدنه متصل می شود. در خارج، صفحه دارای یک پوشش صاف است که حرکت صاف را در حین کار تضمین می کند.
دستگاه فرز دستی دارای ویژگی هایی است که می توان آنها را تنظیم کرد:
- با توجه به دسته و مقیاس برای تنظیم عمق فرز. تنظیم با افزایش 1/10 میلی متر انجام می شود.
- با تنظیم سرعت چرخش کاتر.
روشن مراحل اولیههنگام تسلط بر ابزار، بهتر است سعی کنید با سرعت کم یا متوسط کار کنید. اگرچه همیشه باید به یاد داشته باشید که هر چه سرعت بالاتر باشد، کار بهتری انجام می شود. به خصوص اگر این مربوط به نواحی حساس و قابل رویت باشد که قابل پوشاندن نیستند.
علاوه بر این اهرم ها یک دکمه برای روشن و خاموش کردن محصول و یک دکمه قفل نیز وجود دارد. این عناصر اساسی در نظر گرفته می شوند و عملکرد با کیفیت و ایمن کار را تضمین می کنند. همچنین یک توقف موازی در اینجا وجود دارد که به سهولت استفاده کمک می کند. می توان آن را به صورت سفت و سخت ثابت کرد یا با قابلیت تنظیم جابجایی ناحیه کار دور از مرکز.
مراقبت از دستگاه فرز دستی

معمولاً یک محصول کارخانه ای به دست یک فرد آزمایش شده و روغن کاری شده می افتد، بنابراین نباید اقدامات اضافی انجام شود. فقط در طول عملیات آن باید تمیزی و قابلیت سرویس آن را نظارت کنید. در عین حال، اگر در گذرنامه نوشته شده است، باید به طور مرتب از گرد و غبار تمیز شود و روان کننده باید تعویض شود. روغن کاری مخصوصاً برای قطعات متحرک ضروری است. به عنوان یک گزینه، می توانید از روان کننده های آئروسل استفاده کنید، اما همچنین می توانید از روان کننده های معمولی مانند لیتول استفاده کنید. استفاده از روان کننده های غلیظ توصیه نمی شود، زیرا چیپس و گرد و غبار به آنها می چسبد. اگر از روان کننده های آئروسل استفاده شود، می توان این عامل را حذف کرد.
کف پا، قسمت صاف بدن، نیز نیاز به روغن کاری دارد. روانکاری منظم حرکت صاف را تضمین می کند.
با وجود این، کالای خریداری شده باید حتما از نظر کیفیت مونتاژ و وجود روان کننده بررسی شود.
متأسفانه همه تولیدکنندگان به خصوص تولیدکنندگان داخلی به کیفیت ساخت اهمیت نمی دهند. مواردی وجود دارد که پس از اولین ساعات کار، پیچ ها یا پیچ ها از محصول باز می شوند زیرا به درستی سفت نشده اند.
تنظیم سرعت چرخش
عملکرد هر ابزار با شرایط خاصی مرتبط است، اول از همه، به ماهیت مواد در حال پردازش. این می تواند تخته سه لا، مواد کامپوزیت یا چوب معمولی باشد. بسته به این، سرعت چرخش در دستگاه الکتریکی تنظیم می شود. به عنوان یک قاعده، برگه اطلاعات فنی بسته به ویژگی های فنی و ویژگی های سطوح در حال پردازش و همچنین برش های مورد استفاده، همیشه پارامترهای عملیاتی دستگاه را نشان می دهد.
 شاخص های سرعت پردازش هنگام استفاده از برش های مختلف.
شاخص های سرعت پردازش هنگام استفاده از برش های مختلف. تعمیر کاتر
اولین چیزی که کار با آن شروع می شود نصب و محکم کردن کاتر است. در عین حال، باید به قانون اساسی پایبند باشید - تمام کارها با دوشاخه سیم جدا شده از سوکت انجام می شود.
برش طبق علائم خاصی نصب می شود و در صورت عدم وجود آنها، به عمق کمتر از * طول خود کاتر نصب می شود. نحوه نصب کاتر بر روی یک مدل خاص را می توان در دستورالعمل ها یافت که باید در اسناد فنی دستگاه درج شود. واقعیت این است که هر مدلی می تواند مدل خود را داشته باشد ویژگی های طراحیو نمی توان در این مورد در مقاله صحبت کرد.
 نصب کاتر بر روی دستگاه قبل از شروع کار.
نصب کاتر بر روی دستگاه قبل از شروع کار. همانطور که می گویند هر دو مدل ساده و "پیشرفته" وجود دارد. برخی از مدل ها دارای دکمه قفل چرخشی شفت هستند که نصب کاتر را آسان می کند. برخی، به خصوص مدل های گران قیمت، مجهز به جغجغه هستند. بنابراین نمی توان به طور خاص روند نصب کاتر را توصیف کرد و منطقی نیست، زیرا هرکسی که با عملکرد چنین دستگاه هایی آشنا است در یک لحظه آن را متوجه می شود.
تنظیم عمق فرز
هر مدل حداکثر عمق فرز مخصوص به خود را دارد. در عین حال، همیشه حداکثر عمق مورد نیاز نیست، بلکه یک عمق مشخص است که قبل از کار تنظیم می شود. حتی در صورت نیاز به حداکثر عمق، برای اینکه دستگاه بیش از حد بارگذاری نشود، فرآیند فرز به چند مرحله تقسیم می شود و عمق فرز را به صورت مرحله ای تغییر می دهد. برای تنظیم، توقف های ویژه ارائه شده است - محدود کننده ها. از نظر ساختاری، آنها به شکل یک دیسک واقع در زیر نوار ساخته می شوند که بر روی آن توقف هایی با طول های مختلف ثابت می شود. تعداد این پاها می تواند از سه تا هفت باشد و این بدان معنا نیست که هر چه بیشتر باشد بهتر است. اگر بتوان هر یک از پاها را تنظیم کرد، حتی اگر تعداد آنها حداقل باشد، بهتر است. برای محکم کردن این توقف در موقعیت بهینه، باید از قفلی به شکل پرچم استفاده کنید.
فرآیند تنظیم عمق آسیاب به شرح زیر است:

 بنابراین، قطعه کار تا یک عمق مشخص آسیاب می شود.
بنابراین، قطعه کار تا یک عمق مشخص آسیاب می شود. در مدل های باکیفیت و گران قیمت، چرخی برای تنظیم دقیق عمق فرز وجود دارد.
 با استفاده از این چرخ می توانید بدون ایجاد اختلال در تنظیمات قبلی، عمق را با دقت بیشتری تنظیم کنید.
با استفاده از این چرخ می توانید بدون ایجاد اختلال در تنظیمات قبلی، عمق را با دقت بیشتری تنظیم کنید. این چرخ (سبز در عکس بالا) به شما امکان می دهد عمق را در محدوده های کوچک تنظیم کنید.
فرز برای ابزارهای فرز دستی

کاتر است ابزار برش، که ممکن است لبه برش پیچیده ای داشته باشد. به عنوان یک قاعده، همه برش ها برای حرکات چرخشی طراحی شده اند و بنابراین شکل استوانه ای دارند. ساقه کاتر که در کولت گیره شده است به همین شکل است. برخی از کاترها مجهز به یک غلتک رانش هستند، به طوری که فاصله بین سطح برش و مواد در حال پردازش ثابت باقی می ماند.
فرزها فقط از فلزات مرغوب و آلیاژهای آنها ساخته می شوند. اگر نیاز به پردازش چوب نرم دارید، برش های HSS این کار را انجام می دهند و اگر نیاز به پردازش چوب سخت دارید، بهتر است از برش های ساخته شده از آلیاژهای سخت تر HM استفاده کنید.
هر کاتر خود را دارد مشخصات فنی، که کار باکیفیت و طولانی مدت را برای آن فراهم می کند. شاخص اصلی حداکثر سرعت چرخش آن است که هرگز نباید آن را بیش از حد تخمین زد، در غیر این صورت خرابی آن اجتناب ناپذیر است. اگر کاتر مات است، نباید خودتان سعی کنید آن را تیز کنید. تیز کردن برش ها با استفاده از تجهیزات ویژه و گران قیمت انجام می شود. از این گذشته، شما نه تنها باید برش را تیز کنید، بلکه باید شکل آن را نیز حفظ کنید، که از اهمیت کمتری برخوردار نیست. بنابراین، اگر به دلایلی کاتر کدر شود، خرید کاتر جدید ارزانتر خواهد بود.
محبوب ترین برش ها
کاترهایی وجود دارند که بیشتر از سایرین در کار استفاده می شوند. به عنوان مثال:

 قالب های شیار برای ایجاد فرورفتگی در هر مکانی روی قطعه کار طراحی شده اند.
قالب های شیار برای ایجاد فرورفتگی در هر مکانی روی قطعه کار طراحی شده اند. فرزهایی وجود دارند که ساده، یکپارچه هستند و از یک تکه فلز ساخته می شوند و حروفچینی نیز وجود دارد. ست برش ها از یک ساقه تشکیل شده است که به عنوان پایه ای برای مجموعه ای از عناصر برش عمل می کند. با انتخاب صفحات برش و نصب آنها بر روی ساقه، با استفاده از واشرهایی با ضخامت های مختلف، می توانید یک برجستگی دلخواه روی سطح قطعه کار ایجاد کنید.
 ست کاتر مجموعه ای از سطوح برش و واشر است که به شما امکان می دهد یک کاتر به شکل دلخواه را مونتاژ کنید.
ست کاتر مجموعه ای از سطوح برش و واشر است که به شما امکان می دهد یک کاتر به شکل دلخواه را مونتاژ کنید. در واقع کاترهای زیادی وجود دارد و این تنها بخش کوچکی از آنچه تولید می شود است. همه کاترها از نظر قطر ساقه، قطر سطوح برش، ارتفاع آنها، محل قرارگیری چاقوها و غیره متفاوت هستند. در مورد تجهیزات فرز دستی، کافی است مجموعه ای از پنج تا از رایج ترین برش ها را داشته باشید. در صورت لزوم، می توانید آنها را در هر زمان خریداری کنید.
قوانین کار با ابزارهای فرز دستی
کار با ابزارهای برقی به قوانین خاصی نیاز دارد، به خصوص زمانی که عناصر به سرعت در حال چرخش هستند. علاوه بر این، در نتیجه کار، تراشه هایی تشکیل می شود که در همه جهات پرواز می کنند. با وجود این واقعیت که اکثر مدل ها به یک سپر محافظ مجهز هستند، این به طور کامل در برابر جریان تراشه ها محافظت نمی کند. بنابراین بهتر است با استفاده از عینک ایمنی با چنین ابزاری کار کنید.
 عکس مدلی را نشان می دهد که در آن جاروبرقی برای حذف تراشه ها وصل شده است.
عکس مدلی را نشان می دهد که در آن جاروبرقی برای حذف تراشه ها وصل شده است. الزامات عمومی
اگر شرایط اولیه را دارید کار ایمنبا یک روتر دستی برقی، نتیجه نهایی شما را با کیفیت کار و نتیجه ایمن خوشحال می کند. اینها شرایط هستند:

الزامات خیلی پیچیده و کاملاً امکان پذیر نیستند، اما نادیده گرفتن آنها به معنای قرار دادن خود در خطر است. و یک چیز دیگر، نه کمتر مهم، توانایی نگه داشتن یک ابزار فرز در دستان خود و احساس نحوه عملکرد آن است. اگر ارتعاشات جدی احساس می شود، باید متوقف شوید و دلایل را تجزیه و تحلیل کنید. ممکن است کاتر مات باشد یا گره داشته باشد. گاهی اوقات لازم است که سرعت چرخش کاتر را به درستی تنظیم کنید. در اینجا می توانید آزمایش کنید: یا سرعت را اضافه کنید یا آن را کاهش دهید.
پردازش لبه: با استفاده از الگوها
پردازش لبه تخته چوبیبهتر است این کار را روی یک صفحه تراش انجام دهید. اگر این امکان پذیر نیست، می توانید از یک روتر دستی استفاده کنید، اگرچه این کار کمی طول می کشد. این کارها هم بدون شابلون و هم با شابلون انجام می شود. اگر مهارت وجود ندارد یا تعداد آنها بسیار کم است، بهتر است از یک الگو استفاده کنید. برای پردازش لبه ها از برش های لبه مستقیم استفاده می شود، هم با یک یاتاقان در انتهای قسمت برش و هم با یک یاتاقان در ابتدا (عکس را ببینید).
 برش لبه.
برش لبه. شما می توانید از یک تخته از قبل پردازش شده یا یک شی صاف دیگر به عنوان یک الگو استفاده کنید. علاوه بر این، طول قالب باید بیشتر از طول قطعه کار باشد، هم در ابتدا و هم در انتهای قطعه کار در حال پردازش. این کار از ناهمواری در ابتدای لبه و انتهای آن جلوگیری می کند. مهمترین چیز در اینجا این است که قالب یا شی ای که به عنوان یک الگو عمل می کند، سطحی صاف و یکدست داشته باشد. علاوه بر این، ضخامت آن نباید بیشتر از شکاف واقع بین یاتاقان و قسمت برش باشد.
عرض قطعه کمتر از طول قطعه برش است
علاوه بر این، هر چه قسمت برش طولانی تر باشد، کار با ابزار دشوارتر است، زیرا به تلاش بیشتری نیاز است. در این راستا بهتر است با کاترهایی که طول متوسطی از قسمت برش دارند شروع به کار کنید. اصل عملیات برای پردازش لبه به شرح زیر است:
- شابلون به گونه ای چسبانده شده است که در ارتفاع مورد نظر قرار گرفته و دارای سطح افقی صاف باشد.
- قالب به طور محکم روی میز یا سطح دیگری نصب می شود.
- کاتر با غلتک طوری نصب می شود که غلتک در امتداد قالب حرکت می کند و برش (قسمت برش) در امتداد قطعه کار حرکت می کند. برای انجام این کار، تمام دستکاری های لازم را با قالب، قطعه کار و ابزار انجام دهید.
- کاتر در موقعیت کار نصب شده و گیره می شود.
- پس از این، ابزار روشن می شود و در طول قالب حرکت می کند. در این مورد، شما باید در مورد سرعت حرکت، که با عمق پردازش تعیین می شود، تصمیم بگیرید.
- بسته به اینکه چه چیزی برای شما مناسب است، واحد فرز را می توان هل داد یا کشید.
پس از اولین پاس باید توقف کرده و کیفیت کار را ارزیابی کنید. در صورت لزوم می توان با تنظیم موقعیت ابزار یک پاس دیگر انجام داد. اگر کیفیت رضایت بخش باشد، گیره ها برداشته می شوند و قطعه کار آزاد می شود.
با استفاده از این روش می توان یک ربع در امتداد لبه یا در برخی از قسمت های آن حذف کرد. این کار با تنظیم لبه برش به گونه ای انجام می شود که تا عمق مورد نیاز داخل قطعه گسترش یابد.
 ربع شات در نمای مبلمان.
ربع شات در نمای مبلمان. اگر کاتر را با یک برش شکل جایگزین کنید و راهنما را حرکت دهید و همچنین از یک استاپ استفاده کنید، در واقع می توانید یک الگوی طولی روی قسمت اعمال کنید (تصویر زیر).
 اعمال یک الگوی شکل طولی بر روی قطعه کار.
اعمال یک الگوی شکل طولی بر روی قطعه کار. اگر از تکنیک فرز مشابه (با شابلون) استفاده می کنید، به راحتی می توانید به طور کلی بر تکنیک کار با چوب مسلط شوید. پس از مدتی، می توانید قالب ها را رها کنید، زیرا نصب آنها زمان مفید زیادی می برد.
 نحوه ایجاد یک لبه مستقیم بدون الگو: شما نمی توانید این کار را بدون تجربه انجام دهید.
نحوه ایجاد یک لبه مستقیم بدون الگو: شما نمی توانید این کار را بدون تجربه انجام دهید. عرض قطعه از طول قطعه برش بیشتر است
اغلب، ضخامت قطعه کار بیشتر از طول قسمت برش برش است. در در این موردبه صورت زیر عمل کنید:
- پس از اولین پاس، قالب حذف می شود و یک پاس دیگر ایجاد می شود. در این حالت، الگو قسمتی خواهد بود که قبلاً پردازش شده است. برای انجام این کار، بلبرینگ در امتداد سطح ماشینکاری شده هدایت می شود. اگر قسمت برش دوباره مفقود بود، باید پاس دیگری انجام شود.
- برای پردازش نهاییشما باید یک برش با یک بلبرینگ در انتها بگیرید و قطعه کار باید وارونه شود و پس از آن با گیره ها محکم شود. در نتیجه، بلبرینگ در امتداد سطح ماشینکاری شده حرکت می کند. این رویکرد امکان پردازش قطعات ضخیم را فراهم می کند.
 بلبرینگ در امتداد سطح ماشینکاری شده هدایت می شود و لبه برش بقیه قطعه کار را پردازش می کند.
بلبرینگ در امتداد سطح ماشینکاری شده هدایت می شود و لبه برش بقیه قطعه کار را پردازش می کند. برای تسلط بر کار یک ابزار فرز دستی، به تعداد زیادی جاهای خالی نیاز دارید که بد نیست بعداً دور بیندازید. هیچ کس بار اول موفق نشد. برای رسیدن به هر چیزی، باید سخت تمرین کنید.
دستیابی به لبه های مختلف شکل
اگر لبه فیگور مورد نیاز است که به احتمال زیاد لازم است، ابتدا به وضعیت این لبه توجه کنید. اگر ناهموار است، باید آن را تراز کنید و تنها پس از آن با انتخاب برش مناسب شروع به تشکیل یک لبه منحنی کنید.
 لبه گرد.
لبه گرد. لازم است سطح را طوری آماده کنید که کاتر انحنای حرکت غلتک را کپی نکند. در این مورد، دنباله ای از اقدامات مورد نیاز است، در غیر این صورت یک نتیجه مثبت کار نخواهد کرد.
اگر نیاز به پردازش یک سطح منحنی صریح دارید، بدون یک الگو نمی توانید انجام دهید. می توان آن را از تخته سه لا، با ضخامت حدود 10 میلی متر، با استفاده از یک الگو و بریدن قالب با اره مویی برش داد. لبه قالب باید با استفاده از روتر دستی به کمال برسد.
ماشین های فرز برای پردازش سطوح مسطح و شکل دار خارجی و داخلی، برش شیارها، برش رزوه های خارجی و داخلی، چرخ دنده ها و غیره طراحی شده اند. ویژگی خاص این ماشین ها ابزار کار - فرز برش است که دارای تیغه های برش زیادی است. حرکت اصلی چرخش کاتر است و خوراک حرکت محصول همراه با میزی است که روی آن ثابت شده است. در طی فرآیند ماشینکاری، هر تیغه برش تراشه ها را در کسری از چرخش کاتر جدا می کند و بخش تراشه به طور مداوم از کوچکترین به بزرگترین تغییر می کند. دو گروه از ماشین های فرز وجود دارد: هدف کلی(مثلاً فرز افقی، عمودی و طولی) و تخصصی (مثلاً فرز کپی، حباب چرخ دنده).
بسته به تعداد درجات آزادی حرکت میز، آسیاب کنسیلی (سه حرکت - طولی، عرضی و عمودی)، فرز غیر کنسولی (دو حرکت - طولی و عرضی)، فرزکاری طولی (یک حرکت) وجود دارد. - ماشین های فرز طولی) و چرخشی (یک حرکت - خوراک کاری دایره ای). همه این ماشین ها دارای یک درایو اصلی هستند که حرکت چرخشی دوک را فراهم می کند و درایوهای تغذیه متفاوتی دارند.
ماشین های فرز کپی برای پردازش صفحات پیچیده فضایی با استفاده از روش کپی با استفاده از الگوها استفاده می شود. به عنوان نمونه می توان به سطوح قالب ها، قالب های تراکمی، پروانه های توربین هیدرولیک و ... اشاره کرد. ماشین های جهانیپردازش چنین سطوحی بسیار دشوار یا حتی غیرممکن است. گونه ای از این رایج ترین ماشین ها دستگاه های کپی الکتریکی هستند که دارای کنترل ردیابی الکتریکی هستند.
طراحی دستگاه فرز یونیورسال مدل 6N81 در شکل 1 نشان داده شده است. این دستگاه برای فرزکاری قطعات مختلف با اندازه های نسبتا کوچک طراحی شده است.
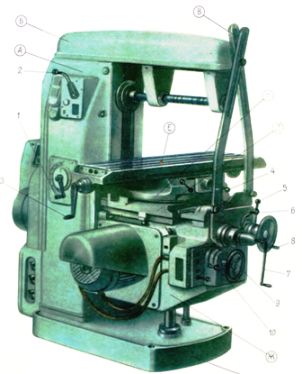
برنج. 1 طراحی دستگاه فرز یونیورسال مدل 6N81
محفظه سر دوک شامل موتور اسپیندل، گیربکس و دوک برای برش است. سر دوک در امتداد راهنماهای تراورس در امتداد محور خود حرکت می کند و تراورس نیز به نوبه خود در امتداد یک پایه ثابت با راهنماهای عمودی حرکت می کند.
بنابراین، دستگاه دارای سه حرکت عمود بر یکدیگر است: حرکت افقی میز، حرکت عمودی سر دوک به همراه تراورس، و حرکت عرضی سر دوک در امتداد محور خود. پردازش حجمی با استفاده از بخیه های افقی یا عمودی انجام می شود. ابزار کار: استوانه ای انگشتی و مخروطی یا آسیاب انتهایی.
تجهیزات الکتریکی ماشین های فرز شامل یک درایو حرکت اصلی، یک درایو تغذیه، درایوهای حرکت کمکی، دستگاه های مختلف کنترل الکتریکی، نظارت و حفاظت، سیستم های هشدار و روشنایی ماشین محلی می باشد.
درایو الکتریکی ماشین های فرز
درایو حرکت اصلی دستگاه فرز: موتور قفس سنجاب ناهمزمان. موتور آسنکرون با سوئیچینگ قطب. ترمز: سوئیچینگ مخالف با استفاده از آهنربای الکتریکی. محدوده کنترل کل (20 - 30): 1.
درایو تغذیه: مکانیکی از مدار حرکت اصلی، موتور قفس سنجاب ناهمزمان، موتور تعویض قطب (حرکت میز ماشین های فرز طولی)، سیستم G-D (حرکت میز و تغذیه سر ماشین های فرز طولی)، سیستم G-D با EMU (حرکت). جداول ماشین های فرز طولی)؛ درایو تریتور، درایو هیدرولیک قابل تنظیم. محدوده کنترل عمومی 1: (5 - 60).
درایوهای کمکی برای: حرکت سریع سرهای فرز، حرکت میله متقاطع (برای ماشین های فرز طولی) استفاده می شود. بستن میله های عرضی؛ پمپ خنک کننده؛ پمپ روانکاری، پمپ سیستم هیدرولیک.
برای ماشین های فرز افقی معمولاً الکتروموتورهای فلنج دار در دیواره عقب تخت و برای ماشین های فرز عمودی بیشتر به صورت عمودی در بالای تخت نصب می شوند. استفاده از یک موتور الکتریکی مجزا برای به حرکت درآوردن خوراک، طراحی ماشین های فرز را بسیار ساده می کند. این امر زمانی قابل قبول است که عملیات برش دنده بر روی دستگاه انجام نشود. سیستم های کنترل برنامه چرخه ای در ماشین های فرز رایج هستند. آنها برای شکل دهی مستطیلی استفاده می شوند. به طور گسترده استفاده می شود سیستم های اعدادکنترل نرم افزاری برای پردازش خطوط منحنی.
در ماشین های فرز طولی، معمولاً از موتورهای قفس سنجابی ناهمزمان مجزا و یک گیربکس چند مرحله ای برای حرکت هر دوک استفاده می شود. محدوده کنترل سرعت درایوهای اسپیندل تا 20: 1 می رسد. مدارهای کنترلی برای موتورهای دوک ها که در پردازش قطعه نقش ندارند توسط سوئیچ های کنترل خاموش می شوند. درایو دوک در حال اجرا فقط پس از قطع کامل تغذیه متوقف می شود. برای این کار یک رله زمان در مدار نصب می شود. موتور تغذیه فقط پس از روشن شدن موتور اسپیندل می تواند راه اندازی شود.
میز درایو ماشین های فرز طولی سنگین باید نرخ تغذیه از 50 تا 1000 میلی متر در دقیقه را ارائه دهد. علاوه بر این، لازم است میز را با سرعت 2 - 4 متر در دقیقه به سرعت حرکت دهید و هنگام تنظیم دستگاه با سرعت 5 - 6 میلی متر در دقیقه به آرامی حرکت کنید. محدوده کل کنترل سرعت درایو جدول به 1: 600 می رسد.
در ماشین های فرز طولی سنگین، درایو الکتریکی رایج است. سیستم G-Dبا EMU درایوهای الکتریکی برای سرهای عمودی و افقی (جانبی) مشابه درایو میز هستند، اما قدرت قابل توجهی کمتری دارند. اگر نیازی به حرکت همزمان سر استوک نباشد، از یک واحد مبدل مشترک برای به حرکت درآوردن تمام سر استوک ها استفاده می شود. چنین مدیریتی ساده تر است و هزینه کمتری دارد. حرکت محوری دوک ها توسط همان درایو تغذیه انجام می شود. برای انجام این کار، زنجیره سینماتیکی بر این اساس سوئیچ می شود. ماشین های فرز طولی سنگین با درگاه متحرک نیز از یک موتور الکتریکی مجزا برای حرکت آن استفاده می کنند.
برای بهبود عملکرد روان برخی از ماشین های فرز، از فلایویل استفاده می شود. آنها معمولاً روی محور محرک کاتر نصب می شوند. در ماشین های حباب دنده، مطابقت لازم بین حرکت اصلی و حرکت تغذیه با اتصال مکانیکی زنجیر تغذیه با زنجیر حرکت اصلی تضمین می شود.
تجهیزات الکتریکی دستگاه های برش دنده.درایو حرکت اصلی: موتور قفس سنجاب ناهمزمان. درایو تغذیه: مکانیکی از زنجیره حرکت اصلی. درایوهای کمکی برای: حرکت سریع براکت و پایه عقب، حرکت سر فرز، تک تقسیم، چرخش میز، پمپ خنک کننده، پمپ روغنکاری، پمپ تخلیه هیدرولیک (برای ماشین های سنگین) استفاده می شود.
دستگاه های الکترومکانیکی ویژه و اینترلاک: دستگاهی برای شمارش تعداد چرخه ها، دستگاه های خودکار برای جبران سایش ابعادی ابزار.
تعدادی از ماشین های پردازش چرخ دنده از دستگاه های شمارش استفاده می کنند. آنها در ماشین های اصلاح برای شمارش پاس ها، در ماشین ها برای چرخ دنده های پیش برش، برای شمارش تعداد تقسیمات و برای شمارش تعداد قطعات پردازش شده استفاده می شوند.
در ماشینهای شکلدهی چرخ دنده، حرکت رفت و برگشتی اصلی از طریق میل لنگ و چرخ دندههای خارج از مرکز انجام میشود. تجهیزات الکتریکی ماشین های شکل دهی دنده پیچیده نیست. درخواست کنید استارترهای مغناطیسیبا کنترل اضافی"فشار" (برای تنظیم). درایو اغلب توسط یک آهنربای الکتریکی ترمز می شود.
در شکل 2. نمودار مدار الکتریکی دستگاه فرز مدل 6Р82Ш را نشان می دهد
برنج. 2. نمودار مدار الکتریکی یک ماشین فرز (برای بزرگنمایی روی تصویر کلیک کنید)
محل کار توسط یک لامپ روشنایی محلی که در سمت چپ تخت دستگاه نصب شده است روشن می شود. این کنسول دارای یک آهنربای الکتریکی برای حرکات سریع است. روی کنسول روی کنسول و سمت چپ قاب نصب شده است. تمام دستگاه های کنترل در چهار پانل قرار دارند که در قسمت جلویی آن دسته های کنترل های زیر قرار دارند: S1 - سوئیچ ورودی. S2 (S4) - سوئیچ معکوس دوک. S6 - سوئیچ حالت؛ S 3 - کلید خنک کننده. ماشین های 6Р82Ш و 6Р83Ш بر خلاف ماشین های دیگر دارای دو موتور الکتریکی برای به حرکت درآوردن یک اسپیندل افقی و چرخشی هستند.
نمودار برقبه شما امکان می دهد در حالت های زیر روی دستگاه کار کنید: کنترل از دستگیره ها و دکمه های کنترل، کنترل خودکار حرکات طولی میز، میز گرد. حالت کار با استفاده از سوئیچ S6 انتخاب می شود. موتور برق تغذیه از دستگیره های فعال بر روی کلیدهای محدود برای تغذیه طولی (S17، S19)، تغذیه عمودی و عرضی (S16، S15) روشن و خاموش می شود.
اسپیندل به ترتیب با استفاده از دکمه های "شروع" و "توقف" روشن و خاموش می شود. هنگامی که دکمه "توقف" را فشار می دهید، همزمان با خاموش شدن موتور اسپیندل، موتور تغذیه نیز خاموش می شود. با فشار دادن دکمه "سریع" S12 (S13) جدول به سرعت حرکت می کند. ترمز موتور الکتریکی اسپیندل الکترودینامیکی است. هنگامی که دکمه های S7 یا S8 را فشار می دهید، کنتاکتور K2 روشن می شود که سیم پیچ موتور را به منبع متصل می کند. دی سی، ساخته شده بر روی یکسو کننده ها. دکمه های S7 یا S8 باید فشار داده شوند تا موتور کاملاً متوقف شود.
کنترل خودکار دستگاه فرز با استفاده از بادامک های نصب شده روی میز انجام می شود. هنگامی که میز حرکت می کند، بادامک ها بر روی دسته سوئیچ تغذیه طولی و چرخ دنده بالایی عمل می کنند، کلیدهای لازم را در مدار الکتریکی با استفاده از کلیدهای محدود ایجاد می کنند. مدار الکتریکی در یک چرخه خودکار - رویکرد سریع - تغذیه کار - برداشت سریع کار می کند. چرخش میز گرداز موتور الکتریکی تغذیه، که توسط کنتاکتور K6 همزمان با موتور الکتریکی اسپیندل راه اندازی می شود، انجام می شود. حرکت سریع میز گرد با فشار دادن دکمه "سریع" اتفاق می افتد که کنتاکتور K3 آهنربای برقی پرسرعت را روشن می کند.
عملکرد هر تجهیزات مدرن، از جمله تجهیزات، بدون جریان الکتریکی غیرممکن است.
بنابراین علاوه بر قسمت مکانیکی دستگاه ها باید قسمت الکتریکی نیز وجود داشته باشد. بر اساس الگوی خاصی ساخته شده است.
گونه ها
انواع مدارهای الکتریکی زیر وجود دارد:
- ساختاری، که رابطه قطعات تجهیزات الکتریکی را تعیین می کند.
- عملکردی، تعریف فرآیندهای الکتریکی در یک واحد جداگانه، به طور کامل برای یک دستگاه CNC.
- اصلی که همه عناصر را منعکس می کند و ایده ای از اصل عملکرد را ارائه می دهد.
- اتصالات طرح نصب برای اتصالات الکتریکی؛
- محل قرارگیری قطعات دستگاه های الکتریکی، هادی و محصولات کابلی.
اسناد فنی دستگاه معمولاً شامل نمودار مدار و نمودارهای چیدمان تجهیزات الکتریکی است. بدون رعایت مقیاس و بدون نشان دادن چگونگی قرارگیری عناصر منفرد انجام می شود.
الزامات عمومی برای ترسیم مدارهای الکتریکی
نمودارهای الکتریکی یک دستگاه CNC (ما در مورد موارد اساسی صحبت می کنیم) معمولاً هر عنصر تجهیزات الکتریکی را نشان می دهد که در فرآیند فناوری شرکت می کند یا جریان آن را کنترل می کند. مرسوم است که مدارهای برق را در سمت چپ قرار می دهند که نشان دهنده جایی در نمودار با خط ضخیم است و برای مدارهای کنترلی در سمت راست به صورت یک خط نازک نشان داده می شود. هنگام ترسیم یک نمودار، به طور معمول فرض می شود که تمام عناصر مدار در حالت خاموش هستند.
عناصر دارای یک نمایش شماتیک هستند. در مورد یک موتور الکتریکی - M، و اگر چندین مورد از آنها وجود داشته باشد - M1، M2، M3 (با حروف و بیان عددی). اگر نمودارهای چیدمان ساخته شوند، همه چیز مربوط به تجهیزات الکتریکی روی آنها ثبت می شود (در یک تصویر در مقیاس بزرگ). یک خط نازک وجود دارد که در آن فضایی برای اتصال عناصر - سیم و کابل وجود دارد. چنین نمودارهایی برای نشان دادن یک دستگاه فرز ساخته شده اند.
به عنوان مثالی از مدار تجهیزات قدرت یک دستگاه کنترل شده عددی، می توان موارد زیر را تصور کرد:

تجهیزات الکتریکی مدرن بسیار مدارهای پیچیدهو خواندن آنها همیشه آسان نیست. و وضعیت با این واقعیت توضیح داده می شود که علاوه بر موتورهای الکتریکی، رله ها، استارت ها و کنتاکتورها، دستگاه شامل بسیاری از وسایل اتوماتیک، تجهیزات کامپیوتری و واحدهای تجهیزات میکروالکترونیک است. ماشین های مختلف در مجموع دارای یک جزء الکتریکی مشترک هستند و در عین حال از نظر ویژگی های عملکردی بلوک ها متفاوت هستند.
ویژگی های مدار الکتریکی دستگاه فرز 6P82
بیایید سعی کنیم مدار الکتریکی دستگاه فرز کنسول افقی 6P82 را درک کنیم. با بلوک های زیر نشان داده می شود:
- شبکه تغذیه با ولتاژ 380 ولت، جریان متناوب با فرکانس 50 هرتز؛
- مدارهای کنترل با ولتاژ 110 ولت ( AC) 65 ولت (DC)؛
- روشنایی محلی با ولتاژ 24 ولت؛
- مجموع جریان نامی موتورهای الکتریکی که به طور همزمان کار می کنند 20 آمپر و جریان نامی وسایل حفاظتی 63 آمپر است.
در مستندات فنیمحدودیت های استفاده از تجهیزات در دستگاه نسبت به توان و بارهای توان فرموله شده است. اگر بیش از 63 دور در دقیقه باشد، محدودیت های استفاده از درایو اصلی فقط با قدرت نامی موتور الکتریکی محدود می شود.
همچنین لازم است اجزای اصلی مدار الکتریکی ماشین های فرز را نام ببرند: موتورهای دارای درایور، بردهای رابط، کامپیوتر یا لپ تاپ، منابع تغذیه و دکمه توقف اضطراری دستگاه.
گزینه خود مونتاژ
برای کسانی که یک دستگاه CNC را با دست خود مونتاژ می کنند، گزینه دیگری برای نصب برق روی دستگاه ها وجود دارد. می توانید یک کیت آماده خریداری کنید که شامل سه موتور نما و به همان تعداد درایور متناسب با آنها است. ترانسفورماتور کاهنده برای تغذیه مدار کنترل و برد سوئیچ برای منبع تغذیه (36 ولت). هنگام مونتاژ دستگاه می توانید از کیت های دیگر استفاده کنید.
الکترونیک ماشین باید روی یک برد پیاده سازی شود. کل مجموعه عناصر خارجی با استفاده از اتصال دهنده ها و بلوک های ترمینال در آنجا متصل می شود:
- SD، سوئیچ های محدود در هر محور.
- سوکت برای روشن کردن درایو اصلی (DREMEL 300 امکان پذیر است)؛
- یک فن گرفته شده از یک جاروبرقی کوچک، یک ترانسفورماتور برای منبع تغذیه.
- کانکتوری که از طریق پورت LPT به رایانه شخصی متصل می شود.

تقریباً همه اجزاء را می توان به راحتی از بردهای رایانه قدیمی، Spectrums - اولین رایانه های شخصی، و همچنین سوئیچ های شبکه منسوخ حذف کرد.
مدار شامل یک واحد کنترل CNC (فعالسازی نرمافزاری اسپیندل) است و مملو از اتصالات اضافی برای ابزارها و سنسورها است. به پورت کامپیوتر LPT از طریق یک کابل استاندارد متصل می شود. لوازم الکترونیکی دستگاه نیازی به خنک کننده اجباری ندارد و گرم نمی شود.
تمام لوازم الکترونیکی CNC در یک طاقچه در سمت عقب دستگاه قرار گرفته اند و با یک پنل برای جلوگیری از گرد و غبار و کثیفی پوشانده شده اند.
هنگام سر و کار داشتن با الکترونیک هنگام مونتاژ CNC با دستان خود، باید منابع برق مناسب را انتخاب کنید. به عنوان مثال، برای SD می توانید از یک واحد 12 ولت و جریان 3 آمپر استفاده کنید. یک بلوک با ولتاژ 5 ولت با جریان 0.3 آمپر برای تغذیه تراشه های کنترلر مورد نیاز است. چگونه می توان محاسبات منبع تغذیه را انجام داد؟ یک فرمول ساده وجود دارد - 3x2x1=6A، که در آن 3 تعداد موتورهای درگیر (در امتداد محورهای X، Y و Z) است. 2 - تعداد سیم پیچ های برقی، 1 A - قدرت جریان.

طراحی کنترلر کنترل بسیار ساده است نمودار شماتیک، می تواند از سه ریز مدار مونتاژ شود و نیازی به سیستم عامل ندارد. بنابراین، یک ماشین فرز CNC خوب می تواند توسط فردی با دانش کمی از برق و الکترونیک ایجاد شود.
درایور SD تقویت کننده 4 کاناله را کنترل می کند. از 4 ترانزیستور ساخته شده است.
انواع ریز مدارهای سریال نیز استفاده می شود، مانند ULN 2004 (برای 9 کلید)، قدرت جریان 0.5 - 0.6A.
درایورها را می توان با استفاده از برنامه vri-cnc کنترل کرد. شما فقط باید دستورالعمل های نحوه استفاده از آن را در وب سایت رسمی پیدا کنید. برای کنترل کلی ماشین، از برنامه های Kcam و Mach3 استفاده می شود که بین فرمت های مختلف فایل برای فرآیند فرز و حفاری تمایز قائل می شوند.
رویکردهای جدید به تجهیزات ماشین آلات
فقط تجهیزات قابل اعتماد با کنترل های ساده می تواند فرزکاری یا حکاکی با کیفیت بالای سطوح قطعات و قطعات کار را تضمین کند.
به عنوان مثال، هواپیمای برنده پرو CNC چوبی هر گونه را در امتداد هر چهار سطح قطعه کار قرار می دهد و انواع مختلفی از پروفیل ها را تولید می کند. چیزی که به خصوص در مورد آن خوب است، اصل ساخت در ماژول ها است. این بدان معنی است که می توان ویژگی های تجهیزات را تغییر داد و حداکثر آن را با نیازهای مشتریان تطبیق داد.
در هر سری از ماشینافزارها، ارائه اصلاحاتی که در تعداد دوکها، قدرت موتورهای الکتریکی و در نتیجه نرخ تغذیه قطعهها متفاوت است، واقع بینانه است. مشتری این امکان را دارد که چیدمان دستگاه را مطابق با نیاز با مدار الکتریکی جدید سفارش دهد.

بنابراین، قبل از اتصال دستگاه به سیستم قدرت، بهتر است بررسی کنید که آیا پارامترها دقیقاً با مشخصات شبکه مطابقت دارند یا خیر. این مسئولیت مستقیم بر عهده برقکار است. مورد نیاز شبکه سه فازبا ولتاژ 380 ولت و فرکانس 50 هرتز، زمین مورد نیاز است. کابل های برق (با سطح مقطع حداقل 16 میلی متر) در لوله یا شلنگ فلزی به تجهیزات عرضه می شود تا در حین کار آسیبی نبیند.
این دستگاه CNC بهترین دستگاهی است که امروزه ایجاد شده است. فرزکاری و حکاکی سطوح قطعات با کیفیت بالا و پردازش دقیق عناصر مشخص شده توسط برنامه را فراهم می کند (دستور G601 برای فعال کردن مرحله فقط با موقعیت یابی دقیق انجام می شود).
نتیجه گیری
دانش خوب مدارهای الکتریکی، خواندن نقشه ها - اینها مهارت هایی است که برای هرکسی که کنترل عددی و برنامه یک عبارت جذاب نیست، بلکه کار روزانه بر روی منبع تغذیه تجهیزات قابل برنامه ریزی و تجهیزات رباتیک است.
گسترش عملکرد ابزار برقی دستیبرای راحت تر، راحت تر و ایمن تر کردن استفاده از آن می توان از لوازم جانبی روتر دستی استفاده کرد. مدل های سریال چنین دستگاه هایی بسیار گران هستند، اما می توانید در خرید آنها صرفه جویی کنید و دستگاه هایی را برای تجهیز روتر چوبی با دستان خود بسازید.
انواع مختلف ضمیمه ها می توانند یک روتر دستی را به یک ابزار واقعا جهانی تبدیل کنند.
وظیفه اصلی که ابزارهای فرز حل می کنند این است که اطمینان حاصل شود که ابزار نسبت به سطح ماشینکاری در موقعیت مکانی مورد نیاز قرار می گیرد. برخی از متداول ترین اتصالات دستگاه فرز به صورت استاندارد با دستگاه های فرز ارائه می شوند. آن دسته از مدل هایی که کاربرد بسیار تخصصی دارند به صورت جداگانه خریداری می شوند یا به صورت دستی ساخته می شوند. در عین حال، بسیاری از دستگاه های روتر چوبی دارای چنین طراحی هستند که ساختن خود آنها مشکل خاصی ایجاد نمی کند. برای دستگاه های خانگی برای روتر دستی، شما حتی به نقاشی نیاز ندارید - نقاشی های آنها کافی است.
در میان لوازم جانبی روتر چوبی که می توانید خودتان آن را بسازید، تعدادی مدل محبوب وجود دارد. بیایید نگاهی دقیق تر به آنها بیندازیم.
حصار ریپ برای برش های مستقیم و منحنی
حصار را برای یا سایر سطوح پایه جدا کنید، که به شما امکان می دهد روی چوب کار کنید برش های مستقیمنسبت به این سطوح، یکی از محبوب ترین دستگاه ها است و در کیت استاندارد بسیاری از مدل ها گنجانده شده است. با استفاده از چنین وسیله ای، عنصر پایه که علاوه بر میز کار، می تواند کنار قطعه کار یا ریل راهنما باشد، شیارهای روی قطعه کار پردازش می شود و قسمت لبه آن نیز آسیاب می شود.

طراحی توقف موازی برای روتر شامل اجزای زیر است:
- میله هایی که در سوراخ های مخصوص در بدنه فرز قرار می گیرند.
- یک پیچ قفل که با استفاده از آن میله ها در موقعیت مورد نیاز ثابت می شوند.
- پیچ تنظیم خوب، که برای تنظیم دقیق تر فاصله ای که محور برش از سطح پایه قرار می گیرد، مورد نیاز است.
- پدهای پشتیبانی که دستگاه با آنها روی سطح پایه قرار می گیرد (در برخی مدل های توقف موازی امکان تغییر فاصله بین پدهای نگهدارنده وجود دارد).
برای آماده سازی استاپ روتر برای کار، باید موارد زیر را انجام دهید:
- میله های توقف را در سوراخ های پایه روتر قرار دهید و آنها را با یک پیچ قفل در موقعیت مورد نیاز قرار دهید.
- پیچ قفل را باز کنید و از پیچ تنظیم ظریف برای تنظیم فاصله بین محور برش و سطح نگهدارنده فیکسچر استفاده کنید.



با افزودن یک قسمت ساده به حصار ریپ، می توانید از این دستگاه برای ایجاد برش های مستقیم و منحنی در چوب استفاده کنید. چنین قسمتی یک بلوک چوبی است که یک طرف آن مستقیم و در طرف دیگر یک فرورفتگی گرد یا زاویه دار وجود دارد. بین پدهای نگهدارنده استاپ و سطح پایه قطعه کار چوب فرآوری شده که شکلی منحنی دارد قرار می گیرد.
در این حالت، به طور طبیعی، سمت مستقیم بلوک باید در برابر لنت های نگهدارنده دستگاه قرار گیرد و طرف دارای بریدگی باید روی سطح پایه منحنی قرار گیرد. شما باید با یک توقف موازی، علاوه بر این مجهز به چنین بلوکی، با احتیاط شدید کار کنید، زیرا موقعیت خود روتر در این مورد کاملاً ناپایدار خواهد بود.

راه آهن راهنما
ریل راهنما، مانند حصار ریپ، حرکت خطی روتر را نسبت به سطح پایه در طول پردازش چوب تضمین می کند. در همین حال، بر خلاف یک توقف موازی، چنین راهنمای یک روتر می تواند در هر زاویه ای نسبت به لبه قطعه کار قرار گیرد. بنابراین، ریل راهنما می تواند توانایی حرکت دقیق روتر را در حین پردازش چوب تقریباً در هر جهت در صفحه افقی فراهم کند. یک ریل راهنما مجهز به عناصر ساختاری اضافی نیز در هنگام فرزکاری سوراخ های واقع در چوب در یک زمین خاص مفید است.
تثبیت نوار راهنما روی میز کار یا قطعه کار توسط گیره های مخصوص تضمین می شود. اگر پیکربندی اولیه دستگاه شامل چنین گیره هایی نباشد، گیره های معمولی برای این اهداف مناسب خواهند بود. برخی از مدل های میله های راهنما را می توان با یک آداپتور مخصوص مجهز کرد که اغلب به آن کفش می گویند. آداپتور که از طریق دو میله به پایه روتر متصل می شود، در طول پروفیل تایر می لغزد و بنابراین حرکت سر کار روتر را در جهت معین تضمین می کند.

یک دستگاه فرز مانند ریل راهنما به بهترین وجه همراه با فرزها استفاده می شود که سکوی پشتیبانی آن مجهز به پایه های قابل تنظیم ارتفاع است. این به شرح زیر توضیح داده شده است. در مواردی که سطوح نگهدارنده روتر و لاستیک در سطوح افقی مختلف قرار دارند، که ممکن است زمانی اتفاق بیفتد که دستگاه بیش از حد به قطعه چوب در حال پردازش نزدیک باشد، پایه های قابل تنظیم ابزار این امکان را فراهم می کند که چنین ناهماهنگی را از بین ببرید.
دستگاه های راهنما برای تجهیز روتر که با وجود سادگی طراحی آنها در استفاده بسیار کارآمد خواهند بود، می توانند بدون مشکل زیاد با دستان خود ساخته شوند. ساده ترین چنین وسایلی را می توان از یک بلوک چوبی بلند ساخت که با استفاده از گیره ها روی قطعه کار محکم می شود. برای راحتی بیشتر این دستگاه، می توانید آن را با توقف های جانبی تکمیل کنید. اگر یک بلوک را به طور همزمان روی دو (یا حتی بیشتر) تکه چوب قرار دهید و ثابت کنید، میتوانید یک شیار روی سطح آنها را در یک مرحله آسیاب کنید.

نقطه ضعف اصلی که دستگاه طراحی فوق را متمایز می کند این است که تعمیر دقیق بلوک نسبت به خط برش آینده آسان نیست. دستگاه های راهنمای دو طرح ارائه شده در زیر چنین نقطه ضعفی ندارند.
اولین مورد از این دستگاه ها دستگاهی است که از تخته های به هم پیوسته و ورق تخته سه لا. برای اطمینان از تراز این دستگاه با توجه به لبه شیار ساخته شده، باید شرایط زیر رعایت شود: فاصله از لبه توقف تا لبه تخته سه لا (پایه) باید دقیقاً مطابق با فاصله ای باشد که در آن شیار ساخته شده است. ابزار مورد استفاده از واقع شده است نقطه افراطیپایه روتر دستگاه طرح پیشنهادی در صورتی استفاده می شود که درخت با برش هایی با همان قطر پردازش شود.

برای عملیات فرزکاری که با ابزارهایی با قطرهای مختلف انجام می شود، توصیه می شود از دستگاه هایی با طراحی متفاوت استفاده کنید. ویژگی دومی این است که هنگام استفاده از آنها، روتر با تمام کفی و نه فقط قسمت میانی آن، با استاپ در تماس است. طراحی چنین توقفی شامل یک تخته تاشو روی لولاها است که موقعیت مکانی صحیح دستگاه را در رابطه با سطح محصول چوبی در حال پردازش تضمین می کند. هدف این برد اطمینان از ثابت شدن استاپ در موقعیت مورد نیاز است. پس از اتمام این روش، تخته به عقب متمایل می شود و در نتیجه فضایی را برای سر کار فرز آزاد می کند.

هنگام ساخت چنین دستگاهی برای روتر با دستان خود، باید در نظر داشته باشید که فاصله از مرکز ابزار مورد استفاده تا نقطه انتهایی پایه روتر باید با عرض تخته تاشو و شکاف مطابقت داشته باشد. بین برد و استاپ در صورتی که در طراحی دستگاه ارائه شده باشد. اگر در ساخت این دستگاه فقط با لبه کاتر و لبه شیاری که باید با کمک آن شکل بگیرد هدایت شده اید، چنین دستگاهی را فقط می توان با برش هایی با همان قطر استفاده کرد.
اغلب، شیارها در صفحات چوبی باید روی الیاف مواد آسیاب شوند، که منجر به تشکیل علائم امتیازدهی می شود. میزان امتیاز دهی را می توان با دستگاه هایی کاهش داد که با فشار دادن الیاف در محلی که کاتر خارج می شود، اجازه جدا شدن آنها از سطح چوب در حال پردازش را نمی دهند. طراحی یکی از این دستگاه ها از دو تخته تشکیل شده است که با پیچ هایی با زاویه 90 درجه به یکدیگر متصل می شوند. عرض شیار ساخته شده در چنین دستگاهی باید با عرض فرورفتگی ایجاد شده در محصول چوبی مطابقت داشته باشد که برای آن از برش هایی با قطرهای مختلف در طرف های مختلف استاپ استفاده می شود.
دستگاه فرز دیگری که طراحی آن از دو عنصر L شکل تشکیل شده است که روی محصول چوبی در حال پردازش با گیره ثابت شده است، برای فرزکاری شیارهای باز مورد نیاز است و حداقل میزان امتیازدهی را در حین پردازش تضمین می کند.
حلقه ها و قالب ها را کپی کنید
آستین کپی برای روتر دستگاهی با لبه بیرون زده است که در امتداد قالب می لغزد و بنابراین حرکت کاتر را در جهت مورد نیاز تنظیم می کند. چنین حلقه ای را می توان به روش های مختلف بر روی پایه روتر ثابت کرد: با پیچ پیچ می شود، در یک سوراخ رزوه ای پیچ می شود، با پیچک های مخصوص در سوراخ های پایه ابزار قرار می گیرد.

قطر حلقه کپی و ابزار مورد استفاده باید دارای مقادیر نزدیک باشد، اما مهم است که حلقه با قسمت برش کاتر تماس نداشته باشد. اگر قطر حلقه از اندازه عرضی کاتر کپی بیشتر شود، چنین قالبی برای جبران تفاوت بین اندازه آن و قطر ابزار نباید از اندازه قطعه کار تجاوز کند.
یک قالب فرز را که به شکل حلقه ساخته شده است، می توان با استفاده از نوار و گیره های دو طرفه روی یک تکه چوب ثابت کرد که با آن هر دو قسمت به میز کار فشرده می شوند. پس از فرز بر اساس شابلون، باید بررسی کنید که در حین عملیات فرز، حلقه محکم به لبه شابلون فشرده شده باشد.

قالب های فرز را می توان نه تنها برای پردازش کل لبه یک محصول، بلکه برای دادن شکل گرد به گوشه های آن استفاده کرد. با استفاده از چنین قالبی برای روتر، می توانید در گوشه های محصول چوبی در حال پردازش، شعاع های مختلف را گرد کنید.
الگوهای مورد استفاده برای کار با روتر دستی را می توان به بلبرینگ یا حلقه مجهز کرد. در مورد دوم، شرایط زیر باید رعایت شود: حلقه باید دقیقاً با قطر برش مطابقت داشته باشد، یا باید در طراحی فیکسچر توقف هایی در نظر گرفته شود که اجازه می دهد الگو از لبه قطعه کار دور شود و در نتیجه. تفاوت بین شعاع ابزار و حلقه را از بین ببرید.
با استفاده از قالب هایی که قابل تنظیم هستند، نه تنها می توانید لبه های محصول چوبی در حال پردازش را آسیاب کنید، بلکه شیارهای شکلی را نیز روی سطح آن ایجاد کنید. علاوه بر این، اگر قالبی با طراحی مناسب بسازید که خیلی سخت نیست، می توانید به سرعت و با دقت شیارهایی را برای لولاهای در.
برش شیارهای گرد و بیضوی
برای بریدن شیارهایی به شکل دایره یا بیضی در چوب با روتر دستی از دستگاه های قطب نما استفاده کنید. ساده ترین قطب نما برای روتر از یک میله تشکیل شده است. یک سر آن به پایه روتر متصل است و سر دیگر آن به پیچ و پین مجهز شده است. پین به سوراخی وارد می شود که به عنوان مرکز یک دایره عمل می کند و در امتداد خط آن یک شیار تشکیل می شود. برای تغییر شعاع دایره شیار، که برای آن از چنین قطب نما برای روتر استفاده می شود، کافی است میله را نسبت به پایه روتر حرکت دهید. راحت تر برای استفاده دستگاه های قطب نما هستند که طراحی آنها به جای یک میله شامل دو میله است.

تجهیزاتی که بر اساس اصل قطب نما کار می کنند یک نوع نسبتاً رایج دستگاهی است که برای کار با روتر استفاده می شود. با کمک آنها، آسیاب کردن شیارهای شکل با شعاع انحنای مختلف بسیار راحت است. همانطور که در بالا ذکر شد، طراحی معمولی چنین دستگاهی که می توانید خودتان آن را بسازید، شامل یک پیچ با پین است که می تواند در امتداد شیار دستگاه حرکت کند و از این طریق به شما امکان می دهد شعاع شیار ایجاد شده را تنظیم کنید.
در مواردی که لازم است سوراخی با قطر کم با فرز بر روی چوب یا مواد دیگر ایجاد شود، از تجهیزات متفاوتی استفاده می شود. یکی از ویژگی های طراحی چنین دستگاه هایی که در پایین پایه روتر ثابت می شوند این است که پین آنها که در سوراخ مرکزی روی قطعه کار نصب شده است، در زیر پایه ابزار برقی مورد استفاده قرار دارد و نه خارج از آن.

راهنمای گوشه پایه
مونتاژ قطب نما پین مرکزی. مجموعه قطب نمای پایین. نمای بالا
با استفاده از دستگاه های خاص، می توانید از یک روتر دستی برای ایجاد سوراخ های گرد، بلکه بیضی شکل در چوب استفاده کنید. طراحی یکی از این دستگاه ها شامل:
- پایه ای که می تواند با فنجان مکش خلاء یا پیچ بر روی محصول چوبی در حال پردازش ثابت شود.
- دو کفش که در امتداد راهنماهای متقاطع حرکت می کنند.
- دو میله نصب؛
- براکت اتصال پایه دستگاه به روتر.
به دلیل وجود شیارهای خاص در براکت چنین دستگاهی، صفحه پایه آن به راحتی در همان صفحه با پایه روتر تراز می شود. اگر از این تجهیزات برای انجام فرز در امتداد یک کانتور گرد استفاده شود، از یک کفش و اگر در امتداد یک کانتور بیضی، از هر دو استفاده شود. برش ساخته شده با چنین وسیله ای نسبت به زمانی که با استفاده از اره مویی یا اره مویی ساخته شده باشد از کیفیت بالاتری برخوردار است اره نواری. این با این واقعیت توضیح داده می شود که پردازش با برش فرز مورد استفاده در این مورد توسط ابزاری انجام می شود که با سرعت بالا می چرخد.

دستگاه هایی برای فرزکاری سریع و با کیفیت شیارها روی سطوح باریک
هر کسی می تواند به این سوال پاسخ دهد که چگونه می توان شیارهایی برای لولاهای درب یا قفل ایجاد کرد. دستکار خانه. برای این اهداف، به عنوان یک قاعده، یک مته و یک اسکنه معمولی استفاده می شود. در ضمن اگر فرز مجهز به دستگاه مخصوصی برای این کار بگیرید، می توانید این روش را بسیار سریعتر و با زحمت کمتری انجام دهید. طراحی چنین دستگاهی که با کمک آن می توان شیارهایی با عرض های مختلف بر روی سطوح باریک ایجاد کرد، یک پایه صاف است که به پایه روتر ثابت شده است. روی پایه ای که می تواند یا گرد یا شکل مستطیلی، دو پین نصب شده است که وظیفه آنها اطمینان از حرکت مستقیم فرز در حین پردازش است.
شرط اصلی که اتصال به فرز طرحی که در بالا توضیح داده شد باید برآورده شود این است که محورهای پین های راهنما باید در راستای مرکز کاتر مورد استفاده برای پردازش چوب باشند. اگر این شرایطتکمیل شود، سپس شیار ساخته شده در انتهای قطعه کار دقیقاً در مرکز آن قرار می گیرد. برای جابجایی شیار به یک سمت، کافی است یک آستین با اندازه مناسب روی یکی از پایه های راهنما قرار دهید. هنگام استفاده از یک پیوست مشابه در روتر دستی، باید اطمینان حاصل کنید که پین های راهنما در طول پردازش روی سطوح جانبی قطعه کار فشرده شده اند.

از پایداری روتر در حین پردازش اطمینان حاصل کنید سطوح باریکبدون دستگاه های خاص امکان پذیر است. این مشکل با استفاده از دو تخته حل می شود که به دو طرف قطعه کار به گونه ای متصل می شوند که با سطحی که شیار روی آن ایجاد شده است، یک صفحه تشکیل شود. هنگام استفاده از این تکنیک تکنولوژیکی، خود روتر با استفاده از یک توقف موازی قرار می گیرد.
دستگاه های فرز برای پردازش بدنه های چرخشی
بسیاری از لوازم جانبی ماشینهای فرز دستی که توسط کاربران مطابق با نیازهای آنها ساخته شدهاند، آنالوگ سریال ندارند. یکی از این وسایل که اغلب نیاز به آن وجود دارد، وسیله ای است که فرآیند برش شیارها را در بدنه های دوار تسهیل می کند. با استفاده از چنین دستگاهی، به ویژه، می توانید به راحتی و با دقت شیارهای طولی را بر روی ستون ها، نرده ها و سایر محصولات چوبی با پیکربندی مشابه برش دهید.

فرز برش و مونتاژ قاب کالسکه برای روتر دیسک تقسیم
طراحی این دستگاه:
- قاب؛
- کالسکه فرز متحرک;
- دیسکی که برای تنظیم زاویه چرخش استفاده می شود.
- پیچ هایی که قطعه کار در حال پردازش را محکم می کنند.
- پیچ قفل
اگر چنین دستگاهی علاوه بر این مجهز به یک درایو ساده باشد که می تواند به عنوان یک مته یا پیچ گوشتی معمولی استفاده شود، فرز بر روی آن می تواند با موفقیت جایگزین پردازش انجام شده بر روی ماشین تراش شود.
دستگاه فرز تنون
دستگاه برش تنون برای روتر امکان پردازش با دقت بالا قطعات متصل شده با استفاده از اصل زبانه و شیار را می دهد. همه کاره ترین این دستگاه ها به شما امکان آسیاب کردن انگل را می دهد انواع مختلف("دم کبوتر" و راست). عملکرد چنین دستگاهی شامل یک حلقه کپی است که با حرکت در امتداد یک شیار در یک الگوی خاص، حرکت دقیق برش را در جهت معین تضمین می کند. برای اینکه خودتان یکی بسازید، ابتدا باید الگوهای شیاری که برای آن استفاده می شود را انتخاب کنید.
چندین گزینه اضافی برای گسترش عملکرد روتر
چرا برای تجهیز یک روتر دستی، که در حال حاضر یک دستگاه نسبتاً کاربردی است، نیاز به ایجاد دستگاه های اضافی دارید؟ واقعیت این است که چنین دستگاه هایی به شما امکان می دهند روتر دستی خود را به یک مرکز پردازش تمام عیار تبدیل کنید. بنابراین، با ثابت کردن یک فرز دستی بر روی یک راهنما (این می تواند باشد)، نه تنها می توانید روند استفاده از آن را آسان کنید، بلکه دقت عملیات انجام شده را نیز افزایش دهید. طراحی چنین دستگاه مفیدی حاوی عناصر پیچیده نیست، بنابراین ساختن آن برای روتر و مته با دستان خود دشوار نخواهد بود.
بسیاری از صنعتگران خانگی که نمی دانند چگونه با یک روتر دستی با کارایی بیشتر کار کنند، یک میز کار کاربردی برای این ابزار درست می کنند. به طور طبیعی، چنین میز می تواند برای تجهیزات دیگر نیز استفاده شود (به عنوان مثال، اره دایره اییا مته برقی).

اگر دستگاه فرز دستی در اختیار ندارید، می توان این مشکل را با کمک دستگاه های خاصی حل کرد که به شما امکان می دهد فرز را با موفقیت بر روی تراش سریال انجام دهید. با استفاده از یک پیوست فرز برای ماشین تراش، می توانید عملکرد تجهیزات سریال را به طور قابل توجهی گسترش دهید (به ویژه از آن برای پردازش هواپیماها، ایجاد شیارها و شیارها و پردازش قسمت های مختلف در امتداد کانتور استفاده کنید). همچنین مهم است که چنین وسیله ای برای ماشین تراش طراحی پیچیده ای نداشته باشد و ساختن آن به تنهایی مشکل بزرگی نخواهد بود.