محدوده تحمل نخ متریک. انتخاب استانداردهای دقت برای قطعات اتصال رزوه ای. استانداردسازی دقت نخ متریک
کلاس دقت موضوع
طبق GOST 9253-59، سه کلاس دقت برای همه رشته های متریک و به عنوان یک استثنا 2a (فقط برای رشته هایی با گام خوب) ایجاد شده است.
دقیق ترین نخ کلاس 1. نخ های کلاس 2 و 3 در تراکتور و اتومبیل استفاده می شود. در نقشه ها، کلاس نخ بعد از گام مشخص شده است. به عنوان مثال: M10x1 - کلاس. 3; M18 - کلاس. 2 که به این معنی است: نخ متریک 10، گام 1، کلاس دقت نخ - 3؛ نخ متریک 18 (بزرگ)، کلاس دقت نخ - 2.
طبق استانداردهای رزوه متریک ذکر شده، شش درجه دقت برای رزوه های کوچک ایجاد شد که با حروف مشخص می شوند:
با د e; f; h; k - برای نخ های خارجی؛
C;D; E; F; H; K - برای رشته های داخلی.
درجه دقت c; d (C; D) تقریباً با کلاس 1 مطابقت دارد. e; f (E; F) - کلاس دوم؛ h; k (H; K) - کلاس 3.
برای رزوه های لوله استوانه ای، 2 کلاس دقت ایجاد می شود: 2 و 3. انحرافات در ابعاد رزوه های لوله استوانه ای در GOST 6357 - 52 آورده شده است.
برای رشته های اینچی با زاویه پروفیل 55، دو کلاس دقت نیز ایجاد شده است: 2 و 3 (OST/NKTP 1261 و 1262).
اندازه گیری کلاس های دقت رزوه با استفاده از گیج های رزوه محدود انجام می شود که دو طرف دارند:
ایست بازرسی (تعیین شده "PR")؛
صعب العبور (با "NOT" نشان داده شده است).
سمت پیشرو برای تمام کلاس های دقت نخ یکسان است. سمت non-go مربوط به کلاس خاصی از دقت نخ است که با علامت مربوطه در انتهای کالیبر نشان داده می شود.
درجات دقت قطر نخ GOST 16093-81
|
نوع نخ |
قطر نخ |
درجه دقت |
|
پیچ و مهره |
بیرونی د | |
|
متوسط د 2 |
3, 4. 5, 6, 7, 8, 9, 10 |
|
|
پیچ |
متوسط D 2 |
4, 5, 6, 7, 8, 9* |
|
داخلی D 1 | ||
|
*فقط برای رزوه روی قطعات پلاستیکی |
||
طول آرایش طبق GOST 16093-81
|
رشته ها P، میلی متر |
قطر اسمی نخد طبق GOST 8724-81، میلی متر |
طول آرایش، میلی متر |
||
|
(کوچک) |
(عادی) |
(بزرگ) |
||
|
خیابان 2.8 تا 5.6 خیابان 5.6 تا 11.2 خیابان 11.2 تا 22.4 |
خیابان 1.5 تا 4.5 خیابان 1.6 تا 4.7 خیابان 1.8 تا 5.5 | |||
|
خیابان 2.8 تا 5.6 خیابان 5.6 تا 11.2 خیابان 11.2 تا 22.4 خیابان 22.4 تا 45.0 |
خیابان 2.2 تا 6.7 خیابان 2.4 تا 7.1 خیابان 2.8 تا 8.3 خیابان 3.1 تا 9.5 | |||
|
خیابان 5.6 تا 11.2 خیابان 11.2 تا 22.4 خیابان 22.4 تا 45.0 خیابان 45.0 تا 90.0 |
خیابان 3.0 تا 9.0 خیابان 3.8 تا 11.0 خیابان 4.0 تا 12.0 خیابان 4.8 تا 14.0 | |||
|
خیابان 5.6 تا 11.2 خیابان 11.2 تا 22.4 |
خیابان 4.0 تا 12.0 خیابان 4.5 تا 13.0 | |||
|
خیابان 5.6 تا 11.2 خیابان 11.2 تا 22.4 خیابان 22.4 تا 45.0 خیابان 45.0 تا 90.0 |
خیابان 5.0 تا 15.0 خیابان 5.6 تا 16.0 خیابان 6.3 تا 19.0 خیابان 7.5 تا 22.0 | |||
|
خیابان 11.2 تا 22.4 |
خیابان 6.0 تا 18.0 | |||
|
خیابان 11.2 تا 22.4 خیابان 22.4 تا 45.0 خیابان 45.0 تا 90.0 |
خیابان 8.0 تا 24.0 خیابان 8.5 تا 25.0 خیابان 9.5 تا 28.0 | |||
|
خیابان 11.2 تا 22.4 |
خیابان 10.0 تا 30.0 | |||
|
خیابان 22.4 تا 45.0 خیابان 45.0 تا 90.0 St. 90.0 تا 180.0 خیابان 180 تا 355.0 |
خیابان 12.0 تا 36.0 خیابان 15.0 تا 45.0 St. 18.0 تا 53.0 St. 20.0 تا 60.0 | |||
مفهوم کاهش متوسط قطر نخ
با توجه به قطر نخ متوسطتماس گرفت قطر متوسط یک نخ ایده آل خیالیکه دارای گام و زاویه کناری با مشخصات رزوه اصلی یا اسمی و طولی برابر با طول آرایش مشخص شده است و در تماس نزدیک (بدون جابجایی یا تداخل متقابل) با نخ واقعی در کنارهها است. موضوع
به طور خلاصه، کاهش متوسط قطر نخ قطر متوسط عنصر رزوه ای ایده آل است که به رزوه واقعی متصل می شود. وقتی در مورد میانگین قطر نخ داده شده صحبت می کنید، آن را به عنوان فاصله بین دو نقطه در نظر نگیرید. این قطر یک نخ ایده آل شرطی است که در واقعیت به عنوان یک شی مادی وجود ندارد و می تواند با یک عنصر رزوه ای واقعی با تمام خطاها در پارامترهای آن پیچ بخورد. این قطر متوسط را نمی توان مستقیماً اندازه گیری کرد. می توان آن را کنترل کرد، یعنی دریابید که آیا در محدوده قابل قبول است یا خیر. و برای پی بردن به مقدار عددی قطر متوسط داده شده، لازم است مقادیر پارامترهای نخی که از آرایش جلوگیری می کند را جداگانه اندازه گیری کرده و این قطر را محاسبه کنید.
هنگام ساخت نخ ها، انحرافات عناصر رزوه جداگانه به خطاهای اجزای جداگانه فرآیند تکنولوژیکی بستگی دارد. بنابراین، خطای گام یک رزوه پردازش شده در ماشینهای پردازش رزوه عمدتاً به خطای گام پیچ ماشین بستگی دارد.
باید به خاطر داشت که سطوح رزوه دار پیچ و مهرههرگز تمام سطح پیچ را لمس نکنید، بلکه فقط در مناطق خاصی لمس کنید. به عنوان مثال، نیاز اصلی برای چسباندن رزوه ها این است که پیچ و مهره و مهره تضمین شود - این هدف اصلی خدمات آنها است. بنابراین، تغییر قطر متوسط پیچ یا مهره و دستیابی به آرایش در صورت خطای گام و پروفیل امکان پذیر است، در حالی که تماس بین رزوه ها وجود خواهد داشت، اما نه در کل سطح. در برخی از پروفیل ها (در صورت خطای گام) یا در بخش های خاصی از پروفیل (در صورت خطای پروفیل)، در نتیجه جبران این خطاها با تغییر قطر متوسط، در چندین محل جفت گیری شکاف ایجاد می شود. اغلب فقط 2 تا 3 چرخش در امتداد عناصر رزوه ای در تماس هستند.
جبران خطای مرحله 5P. خطای گام یک نخ معمولاً "intra-pitch" است و یک خطای پیشرونده وجود دارد که گاهی اوقات "کشش" گام نامیده می شود. جبران خطا برای خطاهای پیشرونده انجام می شود. دو بخش محوری یک پیچ و مهره بر روی یکدیگر قرار گرفته اند. این عناصر رزوهدار در طول پیچ گامهای مساوی ندارند و بنابراین پیچکاری نمیتواند اتفاق بیفتد، اگرچه قطر متوسط آنها یکسان است. برای اطمینان از آرایش، لازم است بخشی از مواد (مناطق سایه دار در شکل) حذف شود، یعنی. قطر متوسط مهره را افزایش دهید یا قطر متوسط پیچ را کاهش دهید. پس از این، آرایش رخ می دهد، اگرچه تماس فقط در نمایه های بیرونی رخ می دهد.
بنابراین اگر خطای گامی 10 میکرون وجود داشته باشد، برای جبران آن، باید قطر متوسط پیچ را کاهش داده و یا قطر متوسط مهره را 17.32 میکرون افزایش داد و سپس خطاهای گام را جبران کرد. پیچ شدن عناصر رزوه دار قطعات تضمین می شود.
جبران خطای زاویه پروفیل Sa/l. خطای زاویه پروفیل یا زاویه شیب ضلع جانبی معمولاً از خطای پروفیل ناشی می شود. ابزار برشیا خطای نصب آن بر روی دستگاه نسبت به محور قطعه کار. جبران خطاهای پروفیل رزوه نیز با تغییر مقدار قطر متوسط، یعنی. افزایش در قطر متوسط یک مهره یا کاهش در قطر متوسط یک پیچ. اگر قسمتی از مواد را که در آن پروفیل ها روی هم قرار گرفته اند جدا کنید (متوسط قطر مهره را افزایش دهید یا قطر متوسط پیچ را کاهش دهید)، آرایش صورت می گیرد، اما تماس در یک منطقه محدود رخ می دهد. سمت نمایه چنین تماسی برای ایجاد آرایش کافی است، یعنی. بستن دو قسمت بنابراین، نیاز به دقت رزوه نسبت به قطر متوسط با تحمل کلی نرمال می شود، که هم قطر متوسط داده شده (قطر نخ ایده آل که آرایش را تضمین می کند) و هم قطر متوسط رزوه را محدود می کند. (قطر متوسط واقعی). استاندارد فقط ذکر می کند که تلورانس در قطر متوسط کل است، اما هیچ توضیحی در مورد این مفهوم وجود ندارد. تفاسیر اضافی زیر را می توان برای این تحمل ارائه کرد.
1. برای یک رزوه داخلی (مهره)، قطر متوسط داده شده نباید کمتر از اندازه مربوط به حداکثر حد مواد (اغلب گفته می شود - حد توان) باشد، و بزرگترین قطر متوسط (قطر متوسط واقعی) نباید باشد. بیشتر از حداقل حد مواد (اغلب گفته می شود - حد مجاز، مقدار قطر متوسط داده شده برای یک رزوه داخلی با فرمول تعیین می شود).
2. برای رزوه های خارجی (پیچ و مهره)، قطر متوسط داده شده نباید از حداکثر حد ماده برای قطر متوسط بیشتر باشد و کوچکترین میانگین قطر واقعی در هر مکان باید کمتر از حداقل حد مواد باشد.
مفهوم یک نخ ایده آل در تماس با یک نخ واقعی را می توان با قیاس با مفهوم سطح مجاور و به ویژه یک استوانه مجاور تصور کرد که هنگام عادی سازی دقت انحرافات شکل در نظر گرفته می شود. رزوه ایده آل در موقعیت اولیه را می توان به عنوان یک رزوه هم محور با رزوه واقعی در نظر گرفت، اما برای پیچ و مهره ای با قطر بسیار بزرگتر. اگر اکنون نخ ایده آل به تدریج منقبض می شود (قطر متوسط کاهش می یابد) تا زمانی که با نخ واقعی تماس نزدیک پیدا کند، آنگاه قطر متوسط نخ ایده آل، قطر متوسط کاهش یافته رزوه واقعی خواهد بود.
تلورانس هایی که در استاندارد برای قطر متوسط پیچ (Tch) و مهره (TD2) آورده شده است، در واقع شامل تلورانس هایی برای قطر متوسط واقعی (Tch)، (TD2) و مقدار جبران احتمالی f P + fa است، یعنی. Td 2 (TD 2) = TdifJVi + f P + fa.
لازم به ذکر است که هنگام عادی سازی این پارامتر، باید درک کرد که تحمل برای قطر متوسط باید انحرافات مجاز زاویه گام و پروفیل را نیز در نظر بگیرد. این امکان وجود دارد که در آینده این تلورانس پیچیده یک نام متفاوت یا شاید نام جدیدی دریافت کند که تشخیص این تلورانس را از تحمل فقط برای قطر متوسط ممکن می کند.
هنگام ساختن یک نخ، تکنسین می تواند تحمل کلی را بین سه پارامتر نخ توزیع کند - قطر متوسط، گام، زاویه پروفیل. غالباً تلرانس به سه قسمت مساوی تقسیم می شود، اما در صورت وجود حاشیه دقت در دستگاه ها، می توانید تلرانس های کوچکتر را برای گام و تلورانس های بزرگتر را برای زاویه و قطر متوسط و غیره تعیین کنید.
اندازه گیری مستقیم قطر متوسط داده شده غیرممکن است، زیرا به عنوان قطر، به عنوان مثال. فاصله بین دو نقطه، وجود ندارد، اما، همانطور که بود، یک قطر مشروط و موثر از سطوح رزوه ای جفت شده را نشان می دهد. بنابراین برای تعیین 198 مقدار متوسط قطر رزوه کاهش یافته باید قطر متوسط را به طور جداگانه اندازه گیری کرد، گام و نیمی از زاویه نیم رخ را جداگانه اندازه گرفت، جبران های قطری را بر اساس خطاهای این عناصر محاسبه کرد و سپس توسط محاسبه مقدار متوسط کاهش قطر رزوه را تعیین می کند. مقدار این قطر متوسط باید در محدوده تلرانس تعیین شده در استاندارد باشد.
سیستم تلرانس و تناسب رزوه های متریک با فاصله.
رایج ترین و پرکاربردترین نخ متریک با شکاف برای محدوده قطر 1 تا 600 میلی متر است که سیستم تلرانس ها و تناسب آن در GOST 16093-81 ارائه شده است.
اصول اولیه این سیستم تلرانس و تناسب شامل درجات دقت، کلاسهای دقت رزوهها، نرمالسازی طولهای آرایش، روشهای محاسبه تلورانس پارامترهای نخ جداگانه، تعیین دقت و برازش نخهای متریک در نقشهها، کنترل متریک رزوه ها و سایر مسائل سیستم برای همه انواع نخ های متریک مشترک است، اگرچه هر یک از آنها ویژگی های خاص خود را دارد، گاهی اوقات قابل توجه است که در GOST های مربوطه منعکس می شود.
درجات دقت و کلاس های دقت نخ. یک رزوه متریک با پنج پارامتر تعیین می شود: میانگین، قطر بیرونی و داخلی، گام و زاویه پروفیل رزوه.
تلورانس ها فقط برای دو پارامتر یک رزوه خارجی (پیچ) اختصاص داده می شود. قطر میانی و بیرونی و برای دو پارامتر رزوه داخلی (مهره)؛ قطر میانی و داخلی برای این پارامترها، درجه دقت 3... 10 برای رشته های متریک تنظیم شده است.
طبق رویه ثابت، درجات دقت به 3 کلاس دقت گروه بندی می شوند: ریز، متوسط و درشت. مفهوم کلاس دقت مشروط است. هنگام تخصیص درجات دقت به یک کلاس دقت، طول آرایش در نظر گرفته می شود، زیرا در طول ساخت، دشواری اطمینان از دقت موضوع به طول آرایش در دسترس آن بستگی دارد. سه گروه طول آرایش ایجاد شده است: S - کوتاه، N - معمولی و L - بلند.
با همان کلاس دقت، تلورانس قطر متوسط در طول آرایش L باید افزایش یابد و در طول آرایش S - نسبت به تلورانس تعیین شده برای طول آرایش N یک درجه کاهش یابد.
مطابقت تقریبی بین کلاس های دقت و درجات دقت به شرح زیر است: - کلاس دقیق مربوط به 3-5 درجه دقت است. - طبقه متوسط مربوط به 5-7 درجه دقت است. - کلاس خشن مربوط به 7-9 درجه دقت است.
درجه دقت اولیه برای محاسبه مقادیر عددی تلورانس قطر رزوه های خارجی و داخلی، درجه 6 دقت با طول آرایش معمولی در نظر گرفته شد.
چرخ دنده های استوانه ای بیشترین کاربرد را در مهندسی مکانیک دارند. شرایط، تعاریف و نامگذاری چرخ دنده ها و چرخ دنده های استوانه ای توسط GOST 16531-83 تنظیم می شود. چرخ دنده های استوانه ای بر اساس شکل و چینش دندانه های چرخ دنده به انواع زیر تقسیم می شوند: قفسه ای، خار، مارپیچ، شورون، اینولوت، سیکلوئید و غیره. در صنعت استفاده می شود. مشخصات دندانه های چرخ دنده این چرخ دنده ها با قوس های دایره ای مشخص شده است.
با توجه به هدف عملیاتی آنها، چهار گروه اصلی از چرخ دنده های استوانه ای را می توان تشخیص داد: مرجع، سرعت بالا، قدرت و هدف عمومی.
چرخ دنده های مرجع شامل چرخ دنده های ابزار اندازه گیری، مکانیسم های تقسیم ماشین های فلز برش و ماشین های تقسیم، سیستم های سروو و غیره است که در اکثر موارد چرخ های این چرخ دنده ها دارای مدول کوچک (تا 1 میلی متر)، طول دندانه کوتاه بوده و عمل می کنند. در بار و سرعت کم نیاز عملیاتی اصلی برای این چرخ دنده ها دقت بالا و سازگاری زوایای چرخش چرخ های محرک و محرک است، یعنی. دقت سینماتیکی بالا برای چرخ دنده های مرجع برگشت پذیر، شکاف جانبی در دنده و نوسان این شکاف بسیار قابل توجه است.
دنده های پرسرعت شامل چرخ دنده های گیربکس توربین، موتور هواپیماهای توربوپراپ، زنجیرهای سینماتیکی گیربکس های مختلف و ... هستند که سرعت های محیطی چرخ دنده های این گونه دنده ها با توان انتقالی نسبتاً زیاد به 90 متر بر ثانیه می رسد. تحت این شرایط، نیاز اصلی برای انتقال دنده، عملکرد صاف است، یعنی. بی صدا بودن، عدم وجود ارتعاشات و خطاهای چرخه ای بارها در هر چرخش چرخ تکرار می شود. با افزایش سرعت چرخش، الزامات برای عملکرد صاف افزایش می یابد. برای چرخ دنده های پرسرعت با بارهای سنگین، کامل بودن تماس دندانی نیز مهم است. چرخ های چنین چرخ دنده ها معمولا دارای ماژول های متوسط (از 1 تا 10 میلی متر) هستند.
انتقال قدرت شامل چرخ دنده هایی است که گشتاور قابل توجهی را در سرعت های پایین منتقل می کنند. اینها درایوهای دنده پایه های چرخ دنده کارخانه های نورد، غلتک های مکانیکی، مکانیسم های بالابر و حمل و نقل، گیربکس ها، گیربکس ها، محورهای عقب و غیره هستند. نیاز اصلی آنها تماس کامل با دندان است. چرخ های چنین چرخ دنده هایی با یک ماژول بزرگ (بیش از 10 میلی متر) و طول دندانه بلند ساخته می شوند.
یک گروه جداگانه توسط چرخ دنده های همه منظوره تشکیل می شود که مشمول نیازهای عملیاتی افزایش یافته برای دقت حرکتی، عملکرد صاف و تماس دندانه نمی شوند (به عنوان مثال، وینچ های بکسل، چرخ های غیر بحرانی ماشین های کشاورزی و غیره).
خطاهایی که هنگام برش چرخ دنده ها ایجاد می شود را می توان به چهار نوع کاهش داد: خطاهای پردازش مماس، شعاعی، محوری و خطاهای سطح تولید ابزار. تجلی ترکیبی این خطاها در هنگام پردازش چرخ دنده باعث عدم دقت در اندازه، شکل و محل دندانه های چرخ دنده های پردازش شده می شود. در حین کار بعدی چرخ دنده به عنوان یک عنصر انتقال، این عدم دقت ها منجر به چرخش ناهموار، تماس ناقص سطوح دندانی و توزیع ناهموار فاصله های جانبی می شود که باعث بارهای دینامیکی اضافی، گرما، لرزش و نویز در گیربکس می شود.
برای اطمینان از کیفیت انتقال مورد نیاز، باید محدود شود، یعنی. عادی سازی خطاها در ساخت و مونتاژ چرخ دنده ها. برای این منظور، سیستم های تلورانس ایجاد شد که نه تنها دقت یک چرخ را تنظیم می کند، بلکه دقت چرخ دنده ها را بر اساس هدف سرویس آنها نیز تنظیم می کند.
سیستم های تحمل برای انواع مختلفدرایوهای چرخ دنده (استوانه ای، اریب، کرم، قفسه و پینیون) مشترکات زیادی دارند، اما ویژگی هایی نیز وجود دارد که در استانداردهای مربوطه منعکس شده است. رایج ترین چرخ دنده های استوانه ای است که سیستم تحمل آن در GOST 1643-81 ارائه شده است.
ابعاد نخ متریک اصلی
(GOST 9150-2002، GOST 8724-2002، GOST 24705-2004)
GOST 8724-2002 متنی مشابه با استاندارد بین المللی ISO 261-98 "نخ های ISO" است. هدف کلی. قطر و گام در قطر محدوده از 1 به 300 میلی متر" و شامل الزامات اضافی است که نیازهای اقتصاد کشور را منعکس می کند (تا 600 میلی متر).
این استاندارد برای رزوه های متریک عمومی با مشخصات مطابق با GOST 9150 اعمال می شود و قطر آنها را از 0,25 به 600 میلی متر و مراحل از 0,075 به 8 میلی متر ابعاد اصلی رزوه های متریک مطابق با GOST 24705 است. تحمل نخ مطابق با GOST 9000 و GOST 16093 است.
کجا،
د، دی- قطر بیرونی نخ خارجی (پیچ) و نخ داخلی (مهره)؛
d2، D2- قطر متوسط پیچ و مهره به ترتیب؛
د 1، د 1- قطر داخلی پیچ و مهره به ترتیب؛
د 3- قطر داخلی پیچ در امتداد کف حفره (برای محاسبه تنش ها)؛
r- زمین نخ؛
ن- ارتفاع مثلث اصلی.
مقادیر اسمی قطر نخ باید با آنچه در نقشه و جدول مشخص شده است مطابقت داشته باشد. نخ های اصلی با قطر از 2
به 300
میلی متر از ردیف های 1 و 2 (در پرانتز).
جدول کامل در زیر آمده است.
ابعاد، میلی متر
| مرحله رشته ها آر | قطر نخ | |||
| بیرونی | متوسط | داخلی | داخلی توسط پایین افسردگی |
|
| S h u p p n y m s t e p e d | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0,75 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30,727 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36,479 |
| 4,5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46,587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53,252 |
| 6 | 64 | 60,103 | 57,505 | 56,639 |
| 6 | (68) | 64,103 | 61,505 | 60,639 |
| گامی جسورانه بردارید | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2,773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17,350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20,917 | 20,773 | |
| 24 | 23,350 | 22,917 | 22,773 | |
| (27) | 26,350 | 25,917 | 25,773 | |
| 30 | 29,350 | 28,917 | 28,773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37,773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43,773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | 113,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | 128,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| 110 | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147,546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177,546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35,319 | |
| 42 | 40,051 | 38,752 | 38,319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46,051 | 44,752 | 44,319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55,093 | |
| 64 | 61,402 | 59,67 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73,402 | 71,670 | 71,093 | |
| 80 | 77,402 | 78,670 | 75,093 | |
| (85) | 82,402 | 80,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85,093 | |
| (95) | 92,402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
جدول کامل رشته های متریک
طبق GOST 24705-2004
اسمی | گام P، میلی متر | قطر نخ، میلی متر |
|||
| d2 = D2 | d 1 = D 1 | ||||
نمونه هایی از نام گذاری نخ ها:
با پله های بزرگ:
گام اصلی در تعیین نخ می تواند حذف شود
نخ خارجی: M12 x 1.75 - 6 گرمیا M12 - 6 گرم؛
رشته داخلی: M12 - 6H;
با قدم های کوچک:
نخ خارجی: M12 x 1 - 6 گرم؛
رشته داخلی: M12 x 1 - 6H;
نخ دست چپ:
نخ خارجی: M12 x 1 - LH - 6g.
رشته داخلی: M12 x 1 - LH - 6H;
موضوع چند شروع:
نخ خارجی: M12 x Ph3.5P1.75 - 6 گرم؛
رشته داخلی: M12 x Ph3.5P1.75 - 6H;
برای وضوح بیشتر، تعداد شروع رشته را می توان در داخل پرانتز در متن نشان داد:
M12 x Ph3.5P1.75 - 6H (دو پاس)؛
M16 x Ph4.5P1.5 - 6H (سه پاس).
طول آرایش - طول ناحیه همپوشانی متقابل نخ های خارجی و داخلی در جهت محوری. طول آرایش به سه گروه کوتاه - S، معمولی - N و بلند - L تقسیم می شود.
طول آرایش N اینچ نمادموضوع مشخص نشده است طول آرایش S و L را می توان با نشان دادن طول آرایش تکمیل کرد:
M12 - 6g - S;
M12 - 6 گرم - L;
M12 - 6g - L - LH;
M12 - 6 گرم - L (30).
نمونه ای از تعیین یک نخ با طول آرایش متفاوت از حالت عادی:
M12 - 7g6g - 30
تعیین میدان تحمل رزوه شامل تعیین میدان تحمل قطر متوسط، قرار داده شده در وهله اول، و تعیین میدان تحمل قطر برآمدگی ها است. اگر تعیین میدان تلورانس برای قطر برآمدگی ها با تعیین میدان تحمل برای قطر متوسط همزمان باشد، در تعیین میدان تحمل نخ تکرار نمی شود.
تناسب در اتصال رزوه ای با کسری نشان داده می شود که عدد آن نشان دهنده تعیین میدان تلورانس رزوه داخلی و مخرج نشان دهنده تعیین میدان تحمل رزوه خارجی است.
به عنوان مثال:
M12 - 6H/6g؛
M12 x 1 - 6H/5g6g؛
M12 x 1 - 6H/6g - LH.
تعیین موضوع با جزئیات بیشتر را می توان در اینجا یافت GOST 9000-81و GOST 16093-2004.
در زیر جدولی برای جایگزینی فیلد تلرانس طبق استانداردهای معتبر قبلی آمده است.
جایگزینی تحمل های نخ
| پیچ و مهره | ||
| میدان تحمل طبق GOST 16093-2004 |
||
| Cl.1 | GOST 9253-59 | 4 ساعت |
| Cl.2 | 6 گرم | |
| Cl.2a | 6 گرم | |
| Cl.3 | 8 گرم | |
| کلاس 2aD | GOST 10191-62 | 6 گرم |
| کلاس 3L | 6 گرم | |
| آجیل | ||
| محدوده تحمل طبق استانداردهای قبلی | میدان تحمل طبق GOST 16093-2004 |
|
| Cl.1 | GOST 9253-59 | 4 ساعت 5 ساعت |
| Cl.2 | 6 ساعت | |
| Cl.2a | 6 ساعت | |
| Cl.3 | 7 ساعت | |
| کلاس 3X | GOST 10191-62 | 6G |
زمینه های تحمل مطابق با GOST 16093-2004
فیلدهای تلورانس در سه کلاس دقت تنظیم می شوند: ریز، متوسط و درشت:
دقیق: برای رزوه های دقیق که در آن تغییرات کوچک در تناسب مورد نیاز است.
- متوسط: برای استفاده عمومی؛
- خشن: برای مواردی که ممکن است مشکلات تولید ایجاد شود، به عنوان مثال هنگام بریدن نخ ها روی میله های نورد گرم یا در سوراخ های کور طولانی.
| کلاس دقت | طول آرایش | |||||||||
| اس | ن | L | ||||||||
| میدان تحمل نخ خارجی | ||||||||||
| دقیق | - | (3h4h) | - | - | - | (4 گرم) | 4 ساعت | - | - | (5h4h) |
| میانگین | 5 گرم 6 گرم | (5h6h) | (6d) | 6e | 6f | 6 ساعت | (7e6e) | 7 گرم 6 گرم | (7:6 ساعت) | |
| بی ادب | - | - | - | (8e) | - | 8 گرم | - | (9e8e) | (9 گرم 8 گرم) | - |
با توجه به درجه ترجیح انتخاب، فیلدهای تحمل در جداول به شرح زیر تقسیم می شوند:
فیلدهای تحمل نشان داده شده در براکت های مربع برای اتصال دهنده های تجاری انتخاب شده اند.
- فیلدهای تحمل تایپ شده به صورت پررنگ ابتدا برای انتخاب در نظر گرفته شده است.
- فیلدهای تحمل، که با فونت سبک تایپ شده اند، در وهله دوم برای انتخاب در نظر گرفته شده اند.
- فیلدهای تحمل نشان داده شده در پرانتز برای انتخاب سوم در نظر گرفته شده است.
در موارد موجه، مجاز است از میدانهای تحمل نخی که توسط ترکیبهای دیگر میدانهای تحمل با قطر متوسط و قطر برآمدگیهای نخ از مواردی که در جداول ارائه شده است یا با سایر ترکیبات درجات دقت و انحرافات اصلی به دست آمده است، استفاده شود. مثال:
4:6 ساعت 8 ساعت 8h6h - برای موضوع خارجی؛
5H; 5N6N - برای رزوه داخلی.
برای رزوههایی با پوششهای نسبتاً نازک محافظ، برای مثال با پوششهای گالوانیکی، تلرانسها و حداکثر انحرافها طبق استاندارد بر روی ابعاد قطعات قبل از پوشش اعمال میشود، مگر اینکه خلاف آن مشخص شده باشد. پس از پوشش، پروفیل رزوه واقعی در هیچ نقطه ای نباید از پروفیل رزوه نامی تجاوز کند (حداکثر مشخصات مواد مربوط به انحراف اصلی h یا N).
فیت ها می توانند هر زمینه تحمل رشته های خارجی و داخلی را از موارد توصیه شده ترکیب کنند. با این حال، برای اطمینان از ارتفاع کار کافی پروفیل، ابعاد نهایی قطعات اتصال رزوه ای باید از نوع H/g، H/h و G/h تشکیل شود. برای رزوه هایی با ابعاد M1.4 و کوچکتر، باید متناسب 5H/6h انتخاب شود. 4H/6h یا دقیق تر.
اسناد مرتبط:
- سوراخ هایی برای نخ زنی
GOST 3469-91 - میکروسکوپ. نخ لنز. ابعاد
GOST 4608-81 - موضوع متریک. اولویت مناسب است
GOST 5359-77 - نخ چشمی برای ابزارهای نوری. مشخصات و ابعاد
GOST 6042-83 - نخ گرد ادیسون. مشخصات، ابعاد و محدودیت ها
GOST 6111-52 - نخ اینچ مخروطی با زاویه پروفیل 60 درجه
GOST 6211-81 - موضوع لوله مخروطی
GOST 6357-81 - موضوع لوله استوانه ای
GOST 8762-75 - نخ گرد با قطر 40 میلی متر برای ماسک های گاز و کالیبر برای آن. ابعاد اصلی
GOST 9000-81 - رزوه های متریک برای قطرهای کمتر از 1 میلی متر. تحمل ها
GOST 9484-81 - موضوع ذوزنقه ای. پروفایل ها
GOST 9562-81 - نخ ذوزنقه ای تک شروع. تحمل ها
GOST 9909-81: رزوه مخروطی دریچه ها و سیلندرهای گاز
GOST 10177-82 - موضوع پایدار. مشخصات و ابعاد اصلی
GOST 11708-82 - موضوع. اصطلاحات و تعاریف
GOST 11709-81 - نخ متریک برای قطعات پلاستیکی
GOST 13535-87 - موضوع رانش تقویت شده 45 درجه
GOST 13536-68 - موضوع گرد برای اتصالات بهداشتی. مشخصات، ابعاد اصلی، تلورانس ها
GOST 16093-2004 - موضوع متریک. تحمل ها فرود با ترخیص
GOST 16967-81 - رزوه های متریک برای ساخت ابزار. قطرها و گام ها
GOST 24737-81: نخ ذوزنقه ای تک شروع. ابعاد اصلی
GOST 24739-81 - نخ ذوزنقه ای چند استارت
GOST 25096-82 - موضوع پایدار. تحمل ها
GOST 25229-82 - نخ مخروطی متریک
GOST 28487-90: رزوه های قفل مخروطی برای عناصر رشته مته. نمایه. ابعاد. تحمل ها
کلاس های دقت موضوع
طول آرایش
درجات دقت نخ
این استاندارد هشت درجه دقت رزوه را تعیین می کند که تلورانس هایی برای آن تعیین شده است. درجات دقت با اعداد 3، 4، 5، ...، 10 به ترتیب دقت نزولی مشخص می شوند. برای قطر رزوه های خارجی و داخلی، درجات دقت به شرح زیر تعیین می شود.
درجه دقت
قطر پیچ (نخ نر) برای طول آرایش
قطر خارجی، d…………4; 6; 8،
قطر متوسط d 2 ……………… 3; 4 5 6; 7; 8; 9; 10.
قطر مهره (رزوه داخلی)
قطر داخلی D 1 ……… 4; 5 6; 7; 8،
متوسط قطر D 2 ………….. 4; 5 6; 7; 8; 9.
برای تعیین درجه دقت بسته به طول آرایش نخ و دقت مورد نیاز، سه گروه طول آرایش ایجاد شده است: S – کوچک. N - عادی؛ L - طول آرایش بلند. طول آرایش از 2.24Р d 0.2 تا 6.7Р d 0.2 متعلق به گروه نرمال N است. طول آرایش کمتر از 2.24Р d 0.2 متعلق به گروه کوچک (S) و بیش از 6.7Р ·d 0.2 متعلق به گروه طول های آرایشی بزرگ (L). در فرمول های محاسبه، طول آرایش P و d بر حسب میلی متر است.
سه کلاس دقت برای رزوه ها وجود دارد: ریز، متوسط و درشت. تقسیم رشته ها به کلاس های دقت دلخواه است. نقشهها و کالیبرها نه کلاسهای دقت، بلکه فیلدهای تحمل را نشان میدهند. از کلاس های دقت برای ارزیابی مقایسه ای دقت نخ استفاده می شود. کلاس دقیقبرای اتصالات رزوه ای بحرانی که بارهای ساکن را تجربه می کنند، و همچنین در مواردی که نیاز به نوسانات کوچک در ماهیت تناسب دارند، توصیه می شود. طبقه متوسطبرای موضوعات عمومی توصیه می شود. کلاس خشنهنگام برش نخ ها بر روی قطعات کار نورد گرم، در سوراخ های کور بلند و غیره استفاده می شود. با همان کلاس دقت، میانگین تحمل قطر برای طول آرایش L (بلند) و برای طول آرایش S (کوچک) باید افزایش یابد. در مقایسه با تحمل طول آرایش معمولی، یک درجه کاهش می یابد. به عنوان مثال، برای طول آرایش S درجه 5 دقت را بگیرید، سپس برای طول آرایش معمولی N باید درجه دقت 6 و برای طول آرایش طولانی L - درجه 7 را بگیرید. از دقت
فیلد تحمل نخ شامل یک عدد است که درجه دقت و یک حرف نشان دهنده انحراف اصلی (مثلاً 6g، 6H، 6G و غیره) است. هنگام تعیین ترکیبی از میدان های تحمل برای قطر متوسط و d یا D 1، از دو میدان تلورانس برای قطر متوسط (در وهله اول) و d یا D 1 تشکیل شده است. به عنوان مثال، 7g6g (که در آن 7g - محدوده تحمل برای قطر متوسط پیچ، 6 گرم - محدوده تحمل برای قطر بیرونی پیچ d)، 5Н6Н (5Н - محدوده تحمل برای قطر متوسط مهره، 6N - محدوده تحمل برای قطر داخلی مهره د 1). اگر میدان های تحمل قطر بیرونی پیچ و قطر داخلی مهره با میدان تحمل قطر میانی مطابقت داشته باشد، آنها تکرار نمی شوند (به عنوان مثال، 6 گرم، 6H). تعیین میدان تحمل رزوه پس از تعیین اندازه قطعه نشان داده می شود: M12 - 6g (برای پیچ و مهره)، M12 - 6H (برای یک مهره). اگر پیچ یا مهره با گامی متفاوت از گام معمولی ساخته شده باشد، گام در نام موضوع نشان داده شده است: M12x1 - 6g. M12x1 - 6H.
تعیین فرود قطعات رزوه ای با کسری انجام می شود. عدد نشان دهنده محدوده تحمل مهره (رزوه داخلی) و مخرج محدوده تحمل پیچ (رزوه خارجی) را نشان می دهد. به عنوان مثال، M12 x 1 - 6H / 6g. اگر نخ چپ دست باشد، شاخص LH (М12х1хLH - 6H/6g) در نام آن وارد می شود. طول آرایش فقط در صورتی وارد نام نخ می شود که با حالت عادی متفاوت باشد. در این مورد، ارزش آن را نشان دهید. به عنوان مثال، М12х1хLH – 6H/6g – 30 (30 – طول آرایش، میلی متر).
تحمل نخ های متریک با گام های بزرگ و کوچک برای قطرهای 1-600 میلی متر توسط GOST 16093-2004 تنظیم می شود.
نخ به طور کامل با پنج پارامتر تعیین می شود: سه قطر، گام و زاویه شیب طرفین. با این حال، فقط قطر متوسط (برای پیچ و مهره)، قطر بیرونی (1 (برای رزوه های خارجی - پیچ) و قطر داخلی /)، (برای رزوه های داخلی - مهره ها) با تلورانس ها استاندارد می شوند.
فرود با ترخیص
این استاندارد درجاتی از دقت را تنظیم می کند که مقادیر تحمل را برای قطر رزوه های خارجی و داخلی (جدول 5.53) و همچنین سری انحرافات اصلی (بالا برای پیچ و مهره و پایین برای مهره ها) تعیین می کند (جدول 5.54).
انحرافات اصلی که موقعیت فیلدهای تحمل را نسبت به مشخصات اسمی تعیین می کند فقط به گام نخ (به جز I و H) بستگی دارد. برای نخ هایی با گام مشخص، انحرافات همنام برای تمام قطرها (خارجی، میانی، داخلی) برابر است.

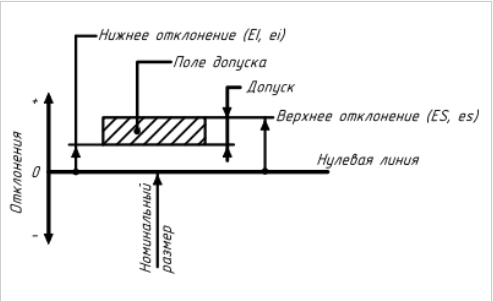
تمام انحرافات و تلرانس ها از مشخصات اسمی در جهت عمود بر محور رزوه اندازه گیری می شوند (شکل 5.101). مرسوم است که نیمی از مقادیر را در نمودارها نشان می دهند، با این فرض که نیمه های دوم روی پروفایل های کاملاً مخالف قرار دارند.
بزرگی انحرافات اصلی با فرمول تعیین می شود:

حداکثر انحراف دوم با درجه دقت رزوه پذیرفته شده تعیین می شود (еі = ех - /Ті/; еі = ех - /Ті/,؛ £ 5 = £/ + /ТО,؛ £ 5 = ЕІ + / TTL). ترکیب انحراف اصلی، مشخص شده با یک حرف، با تلورانس برای درجه دقت پذیرفته شده، میدان تلورانس را تشکیل می دهد.
در جدول 5.55 زمینه های تحمل ارائه شده توسط GOST 16093-81 را نشان می دهد.
فرودها را می توان با ترکیبی از هر میدان تحملی که در جدول ارائه شده است، تشکیل داد. 5.55. ترجیحاً میدانهای تلورانس با کلاس دقت ترکیب شوند.

برنج. 5.101.

طول آرایش برای انتخاب درجه دقت بسته به طول آرایش نخ، سه گروه طول آرایش ایجاد شده است: 5-کوچک (کمتر از 2.24L/0-2)، L^-نرمال (2.24L/02< Ы< 6,74Л/Л2) и ^-большие (больше 6,74А/а2) УиР-в мм). Длина свинчивания зависит от шага и диаметра резьбы.
کلاس های دقت موضوع مفهوم کلاس های دقت نسبی است. نقشه ها فقط فیلدهای تحمل را نشان می دهند و کلاس های دقت برای ارزیابی مقایسه ای دقت نخ استفاده می شود. کلاس دقیق برای اتصالات رشته ای با بارگذاری استاتیکی بحرانی توصیه می شود. کلاس متوسط - برای رزوه های عمومی و کلاس درشت - برای برش نخ ها روی قطعات کار نورد گرم، در سوراخ های بلند کور و غیره.
تلورانس های نخ طیف گسترده ای از تلورانس ها برای تمام قطرها تا درجه 6 دقت اتخاذ شده است. تحمل قطر نخ برای درجه 6 دقت با طول آرایش معمولی با فرمول تعیین می شود:
برای متوسط قطر نخ پیچ -
![]()
برای قطر بیرونی پیچ
![]()
برای قطر داخلی مهره

برای قطر مهره متوسط
![]()
جایی که /° بر حسب میلی متر گرفته می شود. th - میانگین هندسی مقادیر شدید محدوده قطرهای اسمی؛ G - در میکرون.
تلورانس سایر درجات دقت با ضرب تلورانس درجه 6 دقت در ضرایب زیر تعیین می شود:
|
درجه دقت |
|||||||
|
ضریب |
تلورانس ها در قطر داخلی
اولویت مناسب است
تناسب تداخل در امتداد قطر متوسط در مواردی استفاده می شود که طراحی مجموعه اجازه استفاده از اتصال رزوه ای پیچ و مهره ای را نمی دهد به دلیل احتمال باز شدن خود پیچ در حین کار تحت تأثیر عوامل خارجی (ارتعاشات، دما و غیره) .
محل میدان های تحمل برای قطر رزوه با تداخل در شکل نشان داده شده است. 5.102.
اتصالات تداخل فقط در سیستم سوراخ ارائه می شود.
تلورانس برای قطر متوسط رزوه قطعاتی که به گروهها طبقهبندی شدهاند، تحمل برای قطر متوسط واقعی است (برخلاف رزوههای با شکاف، که در آن تلورانس برای قطر متوسط کل است)، و آنهایی که در گروهها طبقهبندی نشدهاند، کل هستند.

برنج. 5.102.
تلورانس برای قطر داخلی رزوه های خارجی ایجاد نشده است. با حداکثر انحرافات شکل حفره های نخ محدود می شود.
برای تشکیل میدان های تلورانس از انحرافات اصلی و درجات دقت استفاده می شود. در رزوه های دارای تداخل، بسته به گام نخ و درجه دقت قطر، انحرافات اصلی زیر ایجاد می شود (جدول 5.56).

فیلدهای تحمل برای تناسب تداخل در جدول آورده شده است. 5.57.
برای نخ های دارای تداخل، انحرافات مجاز در شکل نخ های خارجی و داخلی نیز ایجاد می شود که با تفاوت بین بزرگترین و کوچکترین مقادیر واقعی قطر متوسط تعیین می شود. مقدار آنها نباید از 25 درصد تحمل قطر متوسط تجاوز کند.
این استاندارد همچنین انحرافاتی را در گام و زاویه شیب طرف پروفیل ایجاد می کند که به طول استاندارد آرایش مربوط می شود (جدول 5.58).
انحرافات در شکل نخ، انحراف گام و زاویه مشمول کنترل اجباری نیستند مگر اینکه به طور خاص ذکر شده باشد.
فرودهای انتقالی
تلورانس رزوه های متریک برای اتصالات انتقالی برای قطعات فولادی با رزوه های خارجی با قطرهای 5 تا 45 میلی متر، جفت شدن با رزوه های داخلی در قطعات فولادی با طول آرایش / = (I...1.25) 4 چدن با / = (1، 25...1.5)


فیلدهای تحمل و ترکیب آنها برای به دست آوردن تناسب انتقالی در جدول آورده شده است. 5.59، و چیدمان فیلدهای تحمل در شکل. 5.103.

اتصالات انتقالی برای گیر کردن همزمان رزوه ها استفاده می شود (متداول ترین روش گیر کردن، سفت کردن میله رزوه ای در برابر نخ در قسمت هایی با رزوه های داخلی است). برای جلوگیری از تغییر شکل نخ، یک سینک مخروطی شکل در سوراخ تعبیه شده است.
مقادیر عددی انحرافات اصلی قطر متوسط نخ خارجی با استفاده از فرمول ها محاسبه می شود:

در فرمول، مقدار P جایگزین میلی متر و مقدار e/ بر حسب میکرون به دست می آید.

برنج. 5.103.
مقادیر محاسبه شده به نزدیکترین اعداد ترجیحی در سری Da40 گرد می شوند.
تحمل قطر متوسط رزوه های خارجی و داخلی با فرمول تعیین می شود:
که در آن a1 میانگین هندسی مقادیر فردی فواصل قطرهای اسمی نخ مطابق با GOST 16093-2004 در میلی متر، P - در میلی متر، T - در میکرون است.
برای رشتههای در تناسب انتقالی، و همچنین در تناسب تداخل، انحرافات مجاز در شکل رشتههای خارجی و داخلی ایجاد میشود که با تفاوت بین بزرگترین و کوچکترین مقادیر واقعی قطر متوسط تعیین میشود. آنها نباید از 25 درصد تحمل قطر متوسط تجاوز کنند. این استاندارد همچنین انحرافات گام و زاویه سمت پروفیل را تعیین می کند که به طول های استاندارد مربوط می شود (به جدول 5.58 مراجعه کنید). به کنترل اجباری، مگر اینکه به طور خاص بیان شده باشد.
در طول قرن های طولانی توسعه خود، بشر راه های زیادی برای اتصال قطعات پیدا کرده است. ما موافقت خواهیم کرد که جزئیات را یک شیء مادی معینی که در ترکیبی گنجانده شده است که به اشیاء کوچکتر تقسیم نمی شود، بنامیم. اجازه دهید ما موافقت کنیم که اتصال چند قسمت را یک گره، و مجموعه ای از گره ها را که قادر به انجام اقدامات خاصی در هنگام اتصال هستند - یک مکانیسم بنامیم.
مرسوم است که بین اتصالات متحرک و ثابت قطعات، B موبایلاتصالات، قطعات نسبت به یکدیگر حرکت می کنند و در ثابتمحکم به هم چسبیده اند هر یک از این دو نوع اتصال به دو گروه اصلی جداشدنی و دائمی تقسیم می شوند.
قابل جدا شدناینها اتصالاتی هستند که امکان مونتاژ و جداسازی مکرر یک واحد مونتاژ را بدون آسیب رساندن به قطعات فراهم می کنند. اتصالات ثابت جداشدنی شامل اتصالات رزوه ای، پین، کلید، اسپلاین، پروفایل و ترمینال می باشد.
یک تکهاینها اتصالاتی هستند که فقط با تخریب از هم جدا می شوند. اتصالات ثابت دائمی به صورت مکانیکی (پرس، پرچ، خمش، پانچ و منبت)، با کمک نیروهای چسبندگی فیزیکی و شیمیایی (جوشکاری، لحیم کاری و چسباندن) و با فرو بردن قطعات در مواد مذاب (قالبسازی در قالبهای ریختهگری، قالبها و غیره) ایجاد میشوند. .)
تک تکه متحرکاتصالات با استفاده از شعله ور شدن و چین دادن آزاد مونتاژ می شوند. اساساً اینها اتصالاتی هستند که جایگزین کل یک قطعه می شوند، اگر ساخت آن از یک قطعه کار از نظر فنی غیرممکن یا دشوار و غیراقتصادی باشد.
نخ داراتصالات قطعه رایج ترین نوع اتصالات جداشدنی هستند. رزوه ها برآمدگی هایی هستند که روی سطح اصلی پیچ ها و مهره ها شکل گرفته و در امتداد یک خط مارپیچ قرار دارند. با وجود سادگی ظاهری، اتصالات رزوه ای بسیار متنوع هستند. بنابراین، به عنوان بخشی از دوره فعلی، مواردی را که به طور گسترده در مجموعه ما یافت می شود در نظر خواهیم گرفت. اما ابتدا اجازه دهید یک طبقه بندی کلی ارائه دهیم.
آر رشته ها، تلورانس ها و تناسب ها

با توجه به شکل سطح اصلینخ های استوانه ای و مخروطی شکل وجود دارد. رایج ترین آنها نخ استوانه ای است. از رزوه های مخروطی برای آب بندی و آب بندی اتصالات لوله ها، روغن کشی ها، دوشاخه ها و ... استفاده می شود.
با توجه به مشخصات تاپیکنخ های مثلثی، مستطیلی، ذوزنقه ای، گرد و غیره وجود دارد.
در جهت مارپیچتمایز بین نخ های سمت راست و چپ. برای نخ سمت راست، مارپیچ از چپ به راست و بالا می رود، برای نخ سمت چپ، از راست به چپ و بالا می رود. رایج ترین آن نخ سمت راست است.
بر اساس تعداد بازدید- رشته های تک شروع و چند شروع. متداول ترین آن نخ تک استارت است.
نخ به چند طریق به دست می آید (شکل می گیرد):
- پردازش تیغه؛
- نورد;
- پردازش ساینده؛
- اکستروژن با فشار دادن؛
- ریخته گری؛
- پردازش الکتروفیزیکی و الکتروشیمیایی
رایج ترین و جهانی ترین راه برای به دست آوردن نخ ها است پردازش تیغه. این موارد عبارتند از:
برش نخ های خارجی با قالب

ضربه زدن به نخ های داخلی

چرخاندن نخ های خارجی و داخلی با کاتر و شانه های مخصوص


آسیاب رزوه ای رزوه های خارجی و داخلی با استفاده از برش دیسکی و اجاق گاز

برش نخ های خارجی و داخلی با سر نخ

نوردمولدترین روش پردازش نخ است که کیفیت بالای نخ حاصل را تضمین می کند. نورد نخ شامل:
نورد رزوه های خارجی با دو یا سه غلتک با تغذیه شعاعی، محوری یا مماسی

نورد رزوه های خارجی و داخلی با استفاده از سرهای نورد نخ

نورد نخ های خارجی با قالب های مسطح؛

چرخاندن رزوه های خارجی با ابزار قطعه غلتکی

نورد (اکسترود کردن) رزوه های داخلی با استفاده از شیرهای بدون تراشه

به پردازش ساینده نخ هااین شامل سنگ زنی با چرخ های تک رشته ای و چند رشته ای است. برای تولید نخ های دقیق و عمدتاً در حال اجرا استفاده می شود.
اکستروژن با فشار دادنبرای تولید نخ از پلاستیک و آلیاژهای غیر آهنی استفاده می شود. به طور گسترده در صنعت استفاده نمی شود.
ریخته گری(معمولا تحت فشار) برای تولید رزوه های با دقت پایین از پلاستیک و آلیاژهای غیر آهنی استفاده می شود.
پردازش الکتروفیزیکی و الکتروشیمیایی (به عنوان مثال، تخلیه الکتریکی، الکتروهیدرولیک) برای تولید رزوه روی قطعات ساخته شده از مواد با سختی بالا و مواد شکننده مانند آلیاژهای سخت، سرامیک و غیره استفاده می شود.
حال اجازه دهید اصل را در نظر بگیریم پارامترهای هندسی رزوه های استوانه ای. آنها عبارتند از: d خارجی، d2 میانی و d1 داخلی قطر نخ، گام نخ p، زاویه پروفیل α.

رشته ایزو متریک- نوع اصلی رزوه برای اتصال دهنده ها با زاویه پروفیل α = 600. به طور گسترده در اروپا و آسیا استفاده می شود. پروفیل یک مثلث متساوی الاضلاع با رئوس بریده است. ابعاد بر حسب میلی متر نشان داده شده است.

نخ های متریک به دو صورت بزرگ و کوچک عرضه می شوند. اغلب، مقاومترین و پیشرفتهترین نخها در برابر سایش با گام بزرگ ساخته میشوند. رزوه های ریز به دفعات کمتر مورد استفاده قرار می گیرند. در زیر جدولی ارائه شده است که بر اساس GOST 8724-81 "رشته های متریک" تهیه شده است. قطرها و مراحل."
گام نخ برای رزوه های درشت و ریز (تک شروع)
(ابعاد داخل پرانتز برای استانداردهای جدید ISO اعمال می شود)
|
موضوع |
گام نخ P، میلی متر |
|||
|
نخ بزرگ M |
نخ ریز M |
|||
|
کوچک |
پتی 2 |
فوق العاده عالی |
||
|
M1.2 M1.4 M1.6 M1.8 |
0.25 0.25 0.35 0.35 |
(0.2) (0.2) (0.2) (0.2) (0.2) |
||
|
M2.2 M2.5 M3.5 |
0.45 0.45 |
(0.25) (0.25) (0.35) (0.35) (0.35) |
||
|
M10 |
1.25 |
0.75 1.25 |
0.75 |
0.75 |
|
M12 M14 M16 M18 M20 |
1.75 |
1.25 1.25 |
||
|
M22 M24 M27 M30 M33 |
||||
|
M36 M39 M42 M45 M48 |
(4)3 (4)3 (4)3 |
|||
|
M52 M56 M60 M64 M68 |
(4)3 |
3(2) 3(2) |
2(1.5) 2(1.5) |
|
علاوه بر ویژگی های اصلی ذکر شده در بالا، موارد اضافی دیگری نیز وجود دارد: فرار، آندرکات و آندرکات.
به قسمتی از پیچ های نخ نهایی که دارای مشخصات ناقص است، thread run-out می گویند. نخ تمام شد- قسمتی از پروفیل ناقص در ناحیه انتقال نخ به قسمت صاف قطعه که هنگام برداشتن ابزار برش از محصول رخ می دهد.
زیر نخ- اندازه قسمت بریده نشده سطح قسمت بین انتهای پله و سطح نگهدارنده قطعه (هنگام حرکت از یک قطر به قطر دیگر).
نخ زیر برش- قسمتی از سطح یک قطعه، شامل خارج شدن نخ و زیر برش.

اندازه زیر برش مهم است، به عنوان مثال، هنگام اتصال دو ورق فولادی نازک: اگر سطح زیرین خیلی بزرگ باشد، ممکن است اتصال محکم نباشد.
همچنین چندین نوع نخ اینچ وجود دارد (1 اینچ برابر با 25.4 میلی متر).
رزوه اینچ UTS، ISO 5864. در درجه اول در ایالات متحده استفاده می شود. پروفیل یک مثلث متساوی الاضلاع (زاویه رأس 60 درجه) با رئوس برش است. با یک قطر، نخ می تواند دارای گام درشت (UNC) یا ریز (UNF) باشد. اندازه نخ ها بر حسب کسری از اینچ و تعداد نخ ها در هر اینچ نشان داده می شود. برای قطر نخ های کوچک، شماره سریال نخ قبل از تعداد دورهای جدا شده توسط خط فاصله قرار می گیرد: از 0 تا 12.
Whitworth Inch Thread BSW. عمدتاً در انگلستان استفاده می شود. نمایه یک مثلث متساوی الساقین (زاویه رأس 55 درجه) است. با یک قطر، نخ می تواند دارای گام درشت (BSW) یا ریز (BSF) باشد. ابعاد بر حسب کسری از اینچ و نخ در هر اینچ نشان داده شده است.
|
اینچ |
فرقه |
تعداد رشته ها |
تعداد رشته ها |
شماره UNC |
Number-chn UNF |
Chn |
Chn |
|
|
1,524 |
0-80 |
|||||||
|
1,854 |
1-64 |
1-72 |
||||||
|
2,184 |
2-56 |
2-64 |
||||||
|
2,515 |
3-48 |
3-56 |
||||||
|
2,844 |
4-40 |
4-48 |
||||||
|
3,175 |
5-40 |
5-44 |
||||||
|
3,505 |
6-32 |
6-40 |
||||||
|
5/32 |
3,969 |
|||||||
|
4,165 |
8-32 |
8-36 |
||||||
|
3/16 |
4,763 |
|||||||
|
4,826 |
10-24 |
10-32 |
||||||
|
5,486 |
12-24 |
12-28 |
||||||
|
7/32 |
5,556 |
|||||||
|
6,350 |
||||||||
|
9/32 |
7,144 |
|||||||
|
5/16 |
7,938 |
|||||||
|
9,525 |
||||||||
|
13/32 |
10,319 |
|||||||
|
7/16 |
11,113 |
|||||||
|
12,700 |
||||||||
|
9/16 |
14,288 |
|||||||
|
15,875 |
||||||||
|
11/16 |
17,463 |
|||||||
|
19,050 |
||||||||
|
22,225 |
||||||||
|
25,400 |
||||||||
|
1 1/8 |
28,575 |
|||||||
|
1 1/4 |
31,750 |
|||||||
|
1 3/8 |
34,925 |
|||||||
|
1 1/2 |
38,100 |
|||||||
|
1 3/4 |
44,450 |
|||||||
|
50,800 |
||||||||
|
2 1/4 |
57,150 |
|||||||
|
2 1/2 |
63,500 |
|||||||
|
2 3/4 |
69,850 |
|||||||
|
76,200 |
||||||||
|
3,25 |
82,550 |
|||||||
|
88,900 |
||||||||
|
3,75 |
95,250 |
|||||||
|
101,600 |
||||||||
|
4,25 |
107,950 |
|||||||
|
114,300 |
||||||||
|
4,75 |
120,650 |
|||||||
|
127,000 |
||||||||
جداول خلاصه اندازه رزوه اینچ استفاده شده و انحرافات مجاز از آنها در زیر ارائه شده است.


علاوه بر رزوه های مهندسی استوانه ای، آنها به طور گسترده ای در اتصال دهنده ها استفاده می شوند. رزوه های پیچ و خودکشی. چهار ویژگی اصلی این گروه از نخ ها را می توان تشخیص داد.
قطرها: D 1 در امتداد پشته ها; D2 - میله
گام P;
تعداد بازدید n.



علاوه بر آنها، زاویه بالای پروفیل رزوه α (در شکل 3±60 درجه) تأثیر قابل توجهی بر ویژگی های خودکشی محصول دارد.
هرچه زاویه مشخص شده کوچکتر باشد، محصول راحت تر پیچ خورده و نخ راحت تر تشکیل می شود. پیچ های سنتی تولید شده توسط صنایع داخلی (GOST 1144-80، GOST 1145-80) این زاویه را مانند یک رزوه متریک برابر با 600 دارند. پیچ های خودکار مدرن با زاویه α=450 یا کمتر ساخته می شوند. زمینه های کاربرد و طراحی آنها بسیار متنوع است و در نتیجه استاندارد کمی دارند. پیچ های خودکاری که برای پیچ کردن فلز (DIN 7976، 7981...7983) در نظر گرفته شده اند، با زوایای بزرگ (عمدتاً 600) ساخته می شوند تا استحکام رزوه را در پایه پروفیل افزایش دهند. این پیچ های خودکار از محصولات بسیار استانداردی هستند و رزوه های آنها بر اساس استانداردهای ISO 1478، EN 2478، DIN 7970 در نقشه و مستندات طراحی، حروف ST در جلوی قطر رزوه های آنها قرار داده شده است.
جدول اندازه نخ های ST اصلی و طرح های انتهایی اصلی را نشان می دهد.


در جداول اندازههای مجاز رزوههای مختلف که در بالا بحث شد، برای هر اندازه اسمی حداکثر و حداقل مقدار آن آورده شده است. و این بسیار منطقی است، زیرا ... ساخت هر قطعه با اطمینان مطلق عملا غیرممکن است. دقت تولید قابل قبول معمولاً با یک میدان تحمل مشخص می شود. بیایید به نمودار نگاه کنیم. (GOST 25346-89. سیستم یکپارچه تلورانس ها و فرودها. مقررات کلی، مجموعه ای از تلورانس ها و انحرافات اصلی).
بگذارید برخی از قطعات دارای اندازه اسمی معینی 10 میلی متر باشند. بیایید آن را به عنوان خط صفر در نمودار در نظر بگیریم. ما انحراف مثبت این اندازه را به سمت بالا و منفی به سمت پایین ترسیم می کنیم. فیلد تحمل در مختصات این نوع به صورت یک نوار سایه دار نمایش داده می شود. انحراف بالایی در نمودار می تواند مقداری داشته باشد، به عنوان مثال، 2، و انحراف پایین - 1 میلی متر. بنابراین، هنگام ساخت این قطعه با ارزش اسمی 10 میلی متر، اندازه واقعی آن باید در محدوده 11 ... 12 میلی متر قرار گیرد. تحمل واقعی در این مورد 1 میلی متر است (12 - 11 = 1). با این حال، یک پارامتر دوم نیز وجود دارد که قسمت ما را مشخص می کند - این موقعیت میدان تحمل در محور انحراف است.
در مثال ما، میدان تحمل به طور کامل در ناحیه انحرافات مثبت قرار دارد.
به طور مستقیم برای رشته های متریک، تحمل ها توسط GOST 16093-81 تنظیم می شود. نخ متریک. تحمل ها فرود با ترخیص."
تلورانس های واقعی قطر بر اساس درجات دقت، که با اعداد نشان داده شده اند، تعیین می شوند. به مجموعه تلورانس های یک سطح دقت، کیفیت (درجه دقت) می گویند.

موقعیت میدان تحمل قطر نخ با انحراف اصلی تعیین می شود و با حروف الفبای لاتین، حروف کوچک برای رزوه های خارجی و حروف بزرگ برای رزوه های داخلی نشان داده می شود.

تعیین میدان تحمل قطر نخ شامل یک عدد است که درجه دقت و یک حرف نشان دهنده اصلی است.انحراف به عنوان مثال: 4h; 6 گرم؛ 6 ساعت
بسته به الزامات برای دقت اتصال رزوه ای، میدان های تحمل رزوه پیچ و مهره در سه کلاس دقت شرطی ایجاد می شود.
|
بست |
دقیق |
میانگین |
بی ادب |
|
پیچ یا گل میخ |
6 ساعت 6 گرم؛ 6e; 6d |
8 ساعت 8 گرم؛ |
|
|
پیچ |
4H; 5 ساعت |
5H6H; 6H; 6G |
7H; 7G |
محل فیلدهای تحمل برای نخ ها به صورت شماتیک در نمودار نشان داده شده است.

میز جهانی اندازه های تحمل برای اتصال دهنده هادر زیر آورده شده است. این اجازه می دهد تا با دانستن محدوده تحمل و اندازه اسمی مقدار اندازه گیری شده، اندازه انحرافات مجاز را تعیین کنید.

یک جدول مشابه به طور خاص برای موضوعات وجود دارد.

انتخاب محدوده تحمل نخ نیز تحت تأثیر قرار می گیرد پوشش بخشی. برای رزوه های خارجی که دارای پوشش فلزی ضد خوردگی هستند که اندازه قطعات را افزایش می دهد (روی، آبکاری کادمیوم، آبکاری نیکل، آبکاری نقره، آبکاری مس و غیره) یا برای قطعات ساخته شده از ضد زنگ، مقاوم در برابر حرارت، اسیدی. فولادهای مقاوم و آلیاژهای تیتانیوم (صرف نظر از نوع پوشش) باید از زمینه های تحمل استفاده کرد: 6 گرم (با گام نخ تا 0.45 میلی متر شامل) و 6e (با گام نخ 0.5 میلی متر یا بیشتر). برای رزوه های خارجی با پوشش غیر فلزی، محدوده تحمل 5 ساعت و 6 ساعت اعمال می شود (صرف نظر از نوع پوشش).